

杀死不锈钢:加工指南
在许多商店中,不锈钢与铝一样常见,尤其是在为航空航天和汽车行业制造零件时。它是一种用途广泛的材料,具有许多不同的合金和等级,可以适应各种应用。然而,铣削钢也可能非常困难。不锈钢是臭名昭著的立铣刀杀手,因此调整您的速度和进给量并选择合适的刀具对于加工成功至关重要。

材料属性
不锈钢是高合金钢,其耐腐蚀性优于碳钢和低合金钢。这主要是由于它们的铬含量高,大多数等级的不锈钢合金至少含有 10% 的元素。
不锈钢可分为五类之一:奥氏体、铁素体、马氏体、沉淀硬化 (PH) 和双相不锈钢。在每一类中,都有一种基本的通用合金。从那里开始,对基础的成分进行微小的更改,以便为各种应用创建特定的属性。
作为参考,以下是这些分组的属性,以及一些流行等级及其常见用途的示例。
| 类别 | 属性 | 热门成绩 | 常见用途 |
| 奥氏体 | 无磁性,优异的耐腐蚀性和耐热性。 | 304, 316 | 食品加工设备、排水沟、螺栓、螺母和其他紧固件。 |
| 铁素体 | 磁性,比奥氏体的耐腐蚀性和耐热性低。 | 430, 446 | 汽车零部件和厨房用具。 |
| 马氏体 | 磁性,中等耐腐蚀性 - 不适用于严重腐蚀。 | 416、420、440 | 刀具、枪支、手术器械和手动工具。 |
| 沉淀硬化 (PH) | 最强等级、可热处理、耐严重腐蚀。 | 17-4 PH,15-5 PH | 航空航天组件。 |
| 双工 | 更强的奥氏体和铁素体混合物。 | 244、2304、2507 | 水处理厂、压力容器。 |
工具选择
在加工不锈钢时,为您的应用选择正确的刀具至关重要。通过选择正确的立铣刀样式,可以针对不锈钢优化粗加工、精加工、开槽和高效铣削刀具路径。
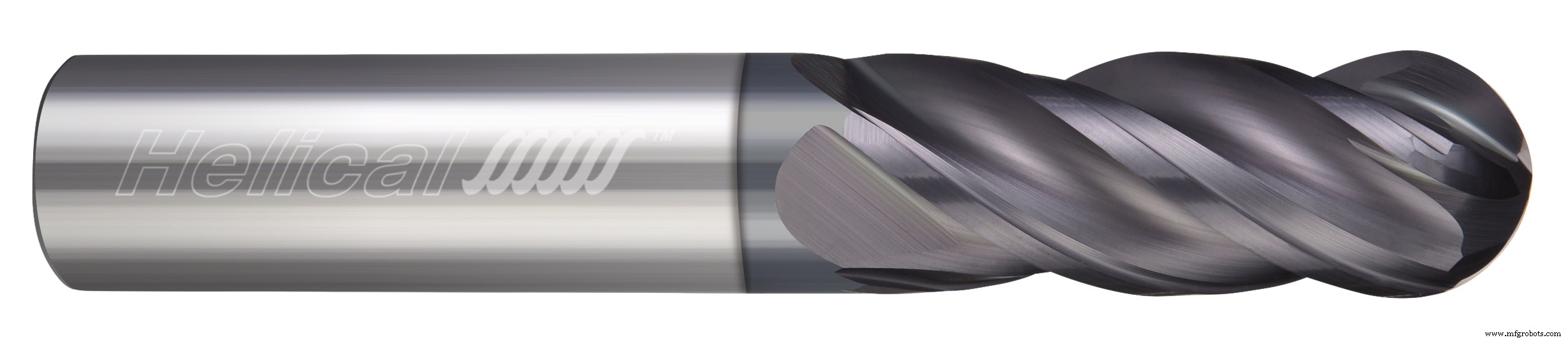
传统粗加工
对于传统粗加工,建议使用 4 或 5 刃立铣刀。 5 刃立铣刀比 4 刃立铣刀允许更高的进给率,但任何一种风格都适用于粗加工应用。下面是 17-4 不锈钢传统粗加工的一个很好的例子。
开槽
对于不锈钢开槽,排屑将是关键。出于这个原因,4 刃刀具是最佳选择,因为更少的刃数可以更有效地排屑。具有断屑槽几何形状的刀具也有助于在不锈钢中进行有效的开槽,因为较小的切屑更容易从切口中排出。
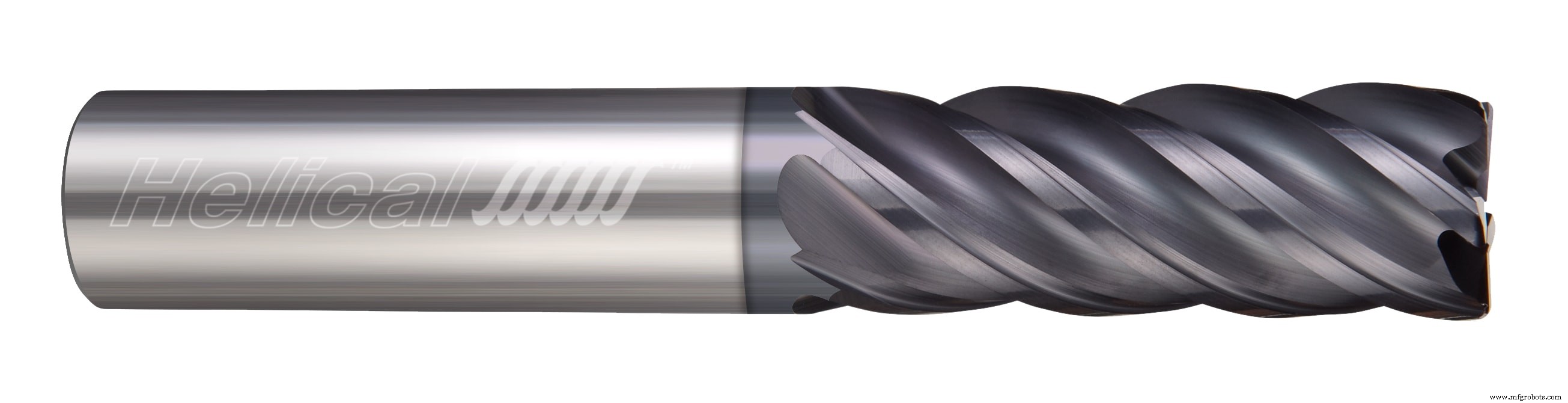
整理
精加工不锈钢零件时,需要高刃数和/或高螺旋度才能获得最佳效果。不锈钢精加工立铣刀的螺旋角超过 40 度,刃数为 5 或更多。对于更激进的精加工刀具路径,刃数可以从 7 个到 14 个不等。下面是 17-4 不锈钢精加工的一个很好的例子。
高效铣削
如果选择了正确的刀具,高效铣削可以成为一种非常有效的不锈钢加工技术。断屑槽粗加工机将是 5 或 7 刃样式的绝佳选择,而标准 5-7 刃可变螺距立铣刀也可以在 HEM 刀具路径中表现良好。

HEV-5
Helical Solutions 提供 HEV-5 立铣刀,这是一种适用于各种应用的多功能工具。 HEV-5 在精加工和 HEM 刀具路径方面表现出色,在开槽和传统粗加工方面的表现也远高于平均水平。这款功能全面的刀具提供方形、圆角半径和长距离样式,是启动您的工具箱并针对不锈钢加工进行优化的绝佳选择。
运行参数
虽然刀具选择是更有效加工的关键步骤,但选择正确的运行参数同样重要。决定不锈钢加工运行参数的因素有很多,但有一些通用的指导原则可以作为起点。
一般来说,在加工不锈钢时,建议 SFM 介于 100-350 之间,切屑负载范围在 1/8” 立铣刀的 0.0005” 到 1” 立铣刀的 0.006” 之间。此处提供了这些一般准则的完整细分。
Machining Advisor Pro
Machining Advisor Pro 是一种尖端资源,旨在精确计算不锈钢、铝等材料中高性能 Helical Solutions 立铣刀的运行参数。只需输入您的工具、您的确切材料等级和机器设置,Machining Advisor Pro 就会生成完全可定制的运行参数。这种免费资源可让您更努力、更快、更智能地推动您的工具,从而真正在竞争中占据主导地位。
使用 Helical Solutions 的 Machining Advisor Pro 进入您的不锈钢加工应用程序
总结
不锈钢加工不一定很难。通过为每个零件确定合适的材料等级、选择完美的切削刀具并优化运行参数,铣削钢材的烦恼将成为过去。
数控机床