

5 轴……没那么可怕(续)
2013 年 2 月,我发表了一篇文章,标题为:“5 轴……它只是没那么可怕”,迄今为止,它一直是我博客系列中最受欢迎的文章之一。所以,我想我会稍微扩展一下那篇文章,并更深入地研究 5 轴技术可以做什么......并展示即使 5 轴的高级功能实际上也只不过是多-轴常识,当你分解它时。
随着过去几年围绕 5 轴加工的所有炒作,让车间了解切换到 5 面或 3+2 加工平台的好处相对容易,以帮助他们的车间提高效率并最终更有利可图。然而,我们经常会得到这样的论点,即尽管他们可以看到仅在一种设置中运行部件的好处,但他们认为他们一次只能运行一个部件……这根本不是真的。在夹具方面稍加创意,或利用市场上一些专业制造的 OEM 夹具,您可以轻松地在流程中添加更多零件,甚至可以根据需要完全或部分自动化流程。

我最近与一位客户合作,他正在运行一个简单的矩形歧管,零件的 5 个侧面具有简单的特征——例如端口、螺纹孔或锥形孔,以及一些 O 形环槽——他需要在最少的时间内进行加工尽可能多的设置...... 5 面或 3+2 工艺的完美候选者!!!
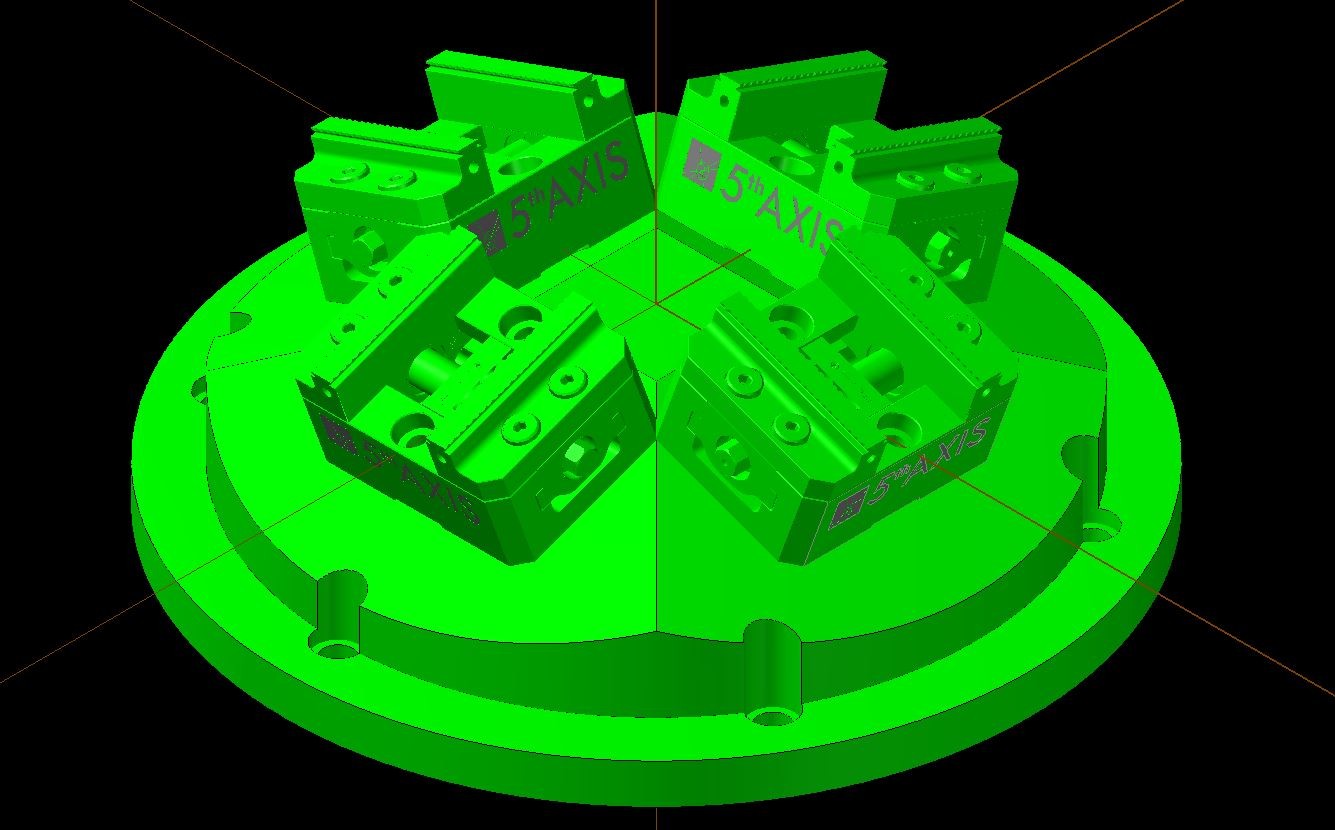
在查看零件后,他意识到他可以使用市售夹具,在 20° 金字塔上安装四个虎钳,将这个简单的过程提升到一个新的水平。这个固定装置将允许他有足够的空间到达所有四个部分的所有 5 面,包括一个斜孔,并且每次打开门时他都能够拉出四个完整的部分……所有这些都只需要一个零件设置!想想看……因为这是这家商店的重复工作,他们可以很容易地从一个复杂的工作快速切换到下一个工作,并且能够在一个设置中完成多个操作,多个零件……而且只需要找一个容易找到的工作坐标。
那么,你问这个编程有多难?我敢打赌,你认为跟踪所有这些单独的部分,以及所有这些部分的面和不断变化的角度一定是一场噩梦。好吧,如果我告诉你这真的很简单,你会相信我吗?
由于这是系列文章中的第 2 篇文章,我将在另一篇文章停止的地方开始解释这个过程。如果您需要刷新记忆,或者想了解更多关于编程 5 面零件的信息,请单击此处参考我之前的文章,或观看有关 5 面编程的短视频系列:单击此处进行培训视频
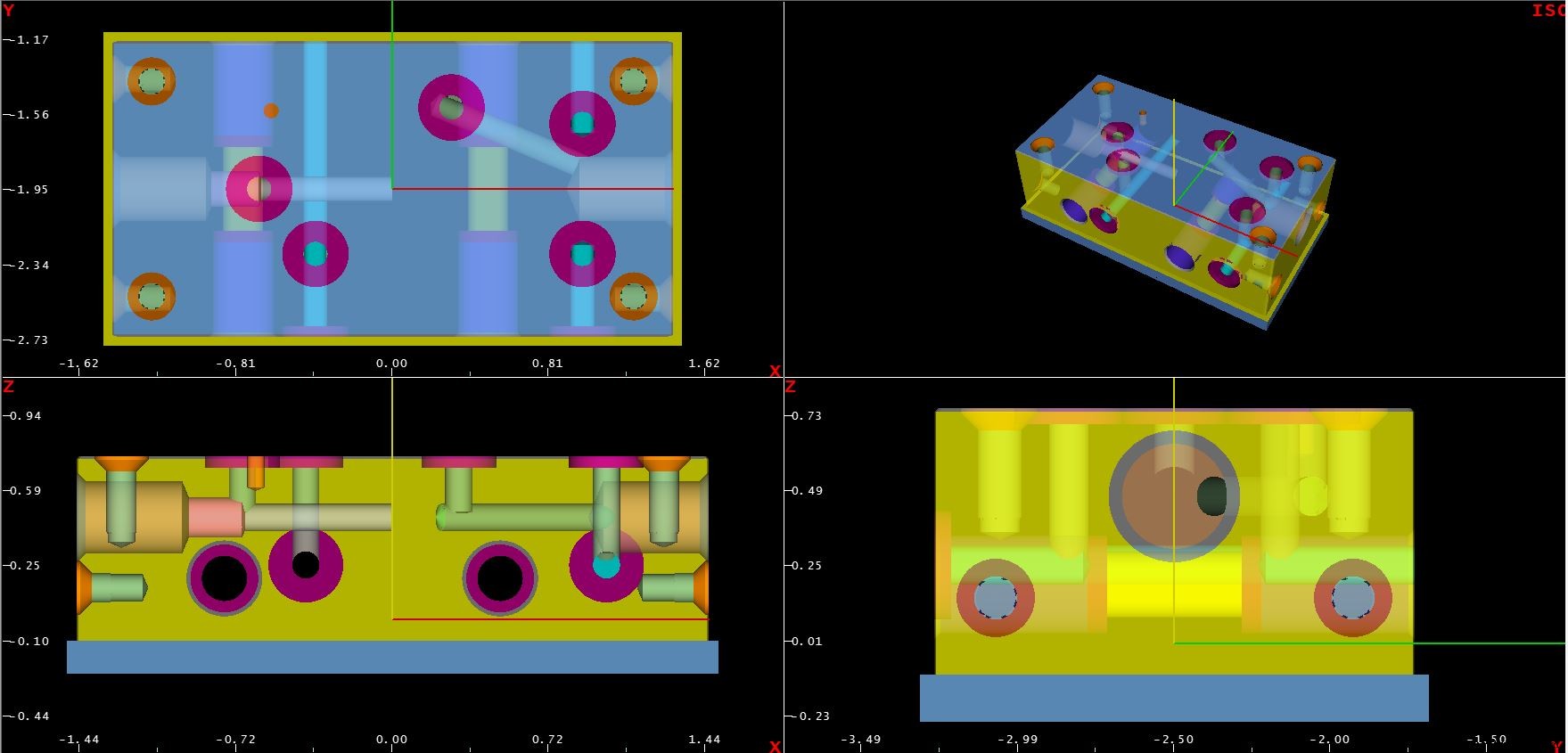
要开始重复和优化程序的过程,我们首先必须有一个程序可以重复和优化。使用上一篇文章或上面链接的在线培训视频中讲授的原理,假设我们已经为单个工件创建了一个成功的零件程序 - 但在验证了该程序后,我们决定将其固定在多个侧面夹具,并优化整个过程以提高效率……事后。我们还假设该零件是从位于零件本身中心底面的参考点编程的(我们将使用上面引用的客户零件)。
现在,如果我们从一开始就决定使用多面夹具,我们可能会以不同的方式处理这个过程。但是,由于我试图表明即使是“中游”过程的变化也不应该引起任何恐慌,我们将使用一些简单的控制功能来完成这项任务,当我们完成时,过程就会成功。完毕。
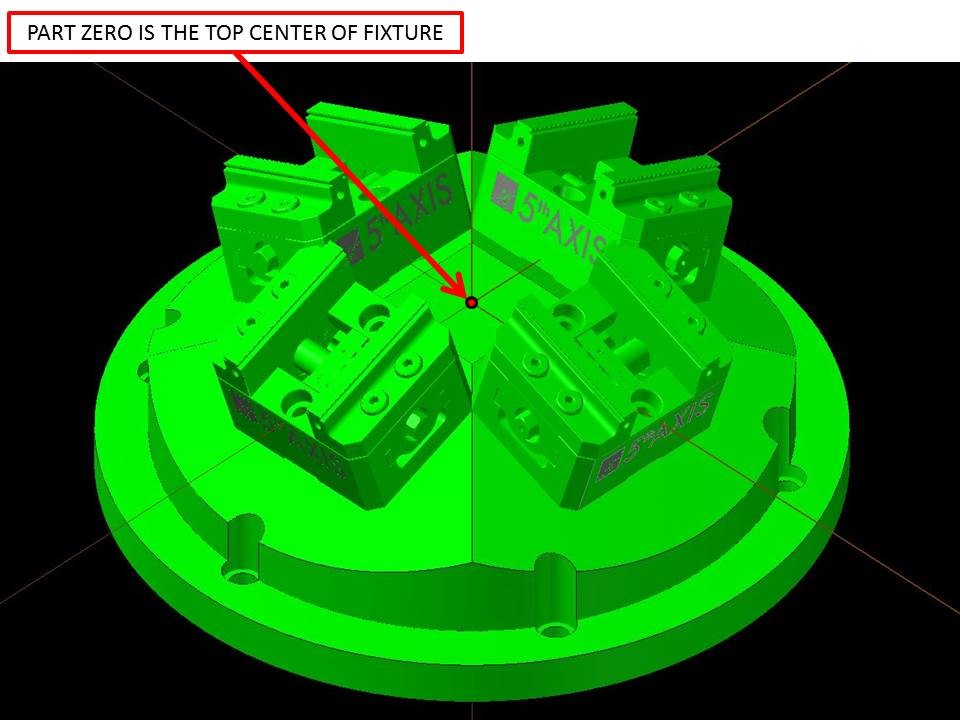
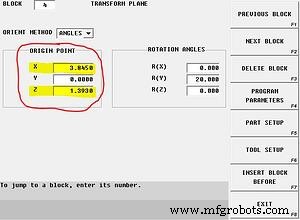
一旦零件全部加载到夹具上,我们需要做的第一件事就是重新定位原点 - 从位于单个零件上的先前参考点,到我们将用于这个新过程的新位置。因为我们在一个圆形夹具上运行多个零件,所以最明显的加工参考位置是夹具本身的顶部中心。因为我们不想重新编程零件,所以我们将使用变换平面块来解释这种位置变化。变换平面通常用于重新定位和定位工作平面中的临时变化,但在这里我们将使用它来临时重新定位和定位整个零件程序。因为变换平面可以堆叠 - 这意味着如果不取消,新的变换平面将是前一个变换平面的增量变化 - 我们将保持第一个处于活动状态直到程序结束,整个过程完成 - 并且然后我们将取消它。
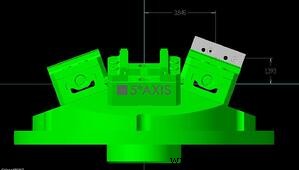
在本例中,夹具上的第一个零件(在 3 点钟位置)位于从夹具中心沿 X 轴正方向 3.845" 处;在 Z 轴正方向 1.393" 处(参考上图)。因此,我们将这些值输入到变换平面“原点”的 XYZ 字段中。现在我们已将整个程序重新定位到位,我们必须将其倾斜 20° - 围绕 Y 轴 - 以使其与夹具对齐。为此,我们将在“旋转角度”字段中输入正 20 以绕 Y 轴旋转。下面的例子显示了一个对话程序块,但同样的事情可以在 NC 中使用代码完成:G68.2 X3.845 Y0 Z1.393 B20...G68.2 指定一个变换平面,使用 XYZ重新定位参考点,绕Y轴倾斜是B轴变化。
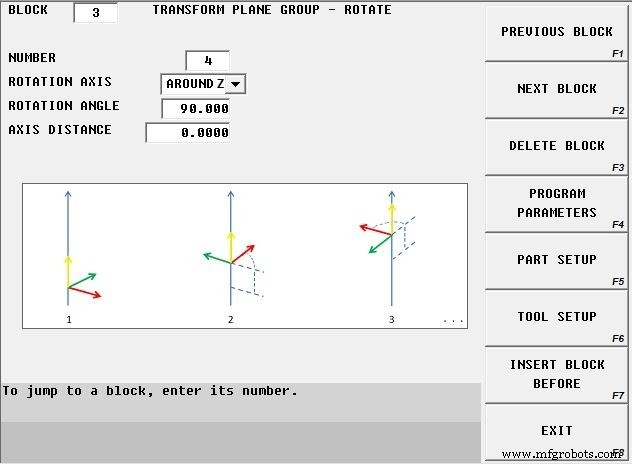
现在第一块已经倾斜和重新定位,我们现在必须解决夹具上的其他三个部分。我们将通过“循环”上一步来做到这一点,并以剩余的 90° 间隔再次执行零件程序。这一步将通过“变换平面组”命令来完成。变换平面组允许我们在任何方向上对变换平面进行图案化 - 在这种情况下,围绕夹具的中心点,在 Z 轴上,每 90° 旋转(或循环)四次。
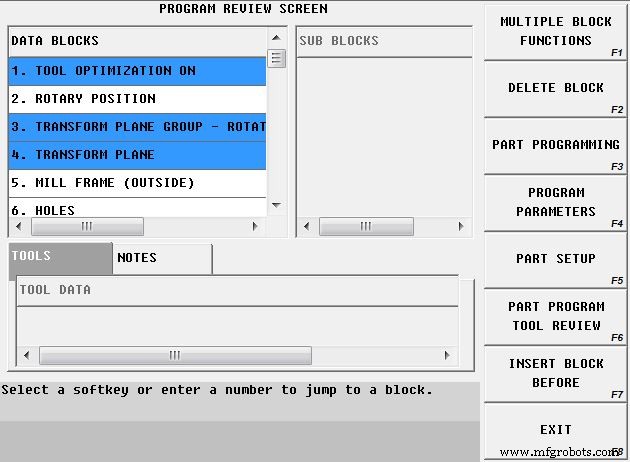
我们需要解决的最后一件事是工具更改。因为这个程序使用了 20 多种工具——而且程序被编写为只运行一个部分——当我们在机器上运行它时,它会在继续下一个之前完成一个完整的部分......这不会很有效.为了解决这个问题,我们将打开“工具更换优化”。 TCO 模块将优化换刀,以便每次将刀具放入主轴时,控制系统将查看整个过程并确定使用特定刀具的次数和位置……然后执行所有在完成另一个工具更换之前的那些过程。这会将换刀次数从 80 次(这是在移动到下一个零件之前完成每个零件运行所必需的)减少到仅 20 次……这是零件程序中使用的刀具数量。
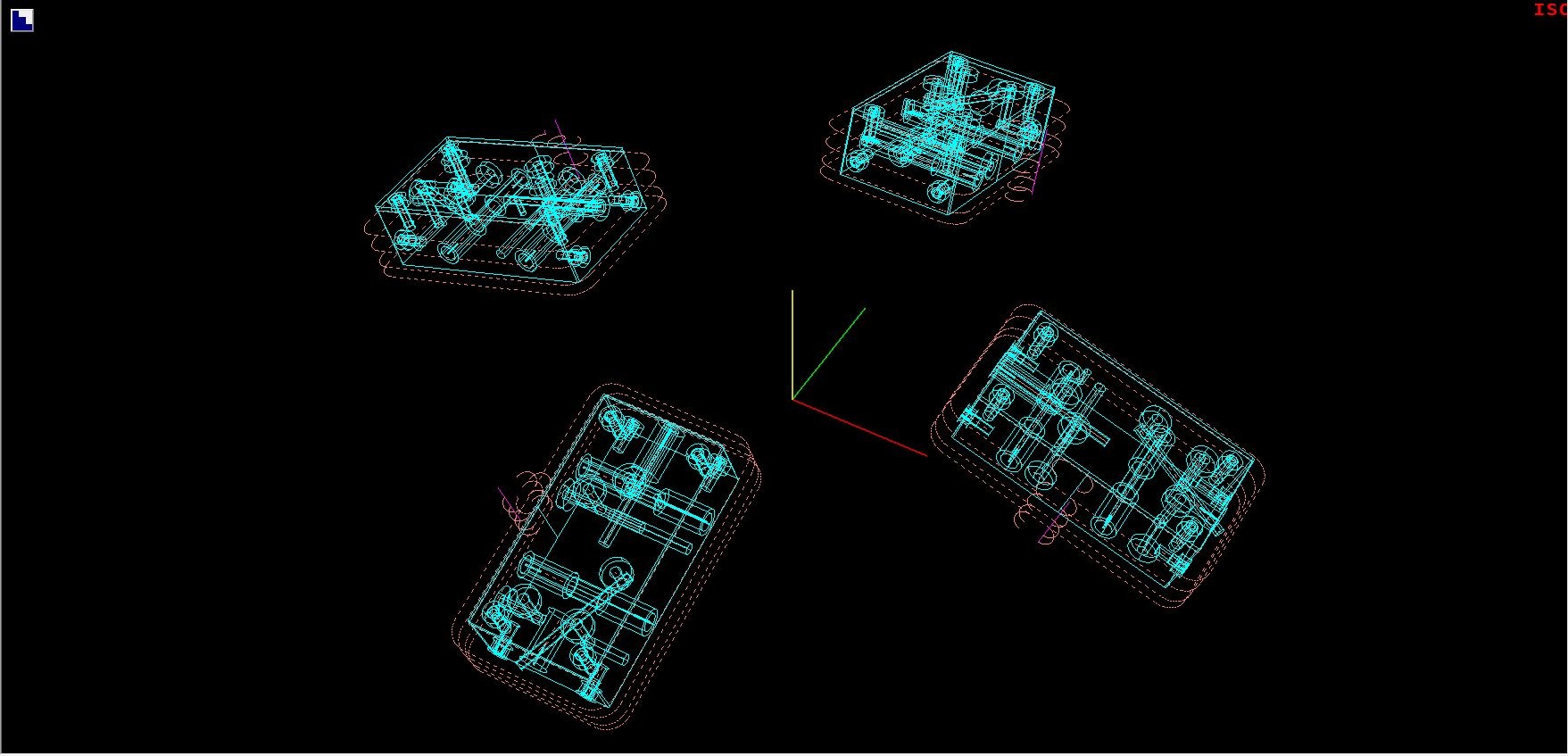
最终结果是四个完成的零件,一次操作,位于多零件夹具上,来自一个简单的零件程序,并且只有一个易于定位的零件设置。现在,不是那么容易吗?
要了解有关 5 轴技术的更多信息,请观看我们录制的网络研讨会,名为“5 轴采用五个...简化复杂技术”,或访问我们的教育网站 www .5-axis.org.
数控机床