

铰刀和数控铰刀简介
大多数机械师都熟悉 CNC 钻孔,但您知道钻孔的常见做法是始终使用铰刀吗?如果操作正确,铰孔可以是一种快速且高精度的操作,可以产生精密孔。
关键铰刀几何形状
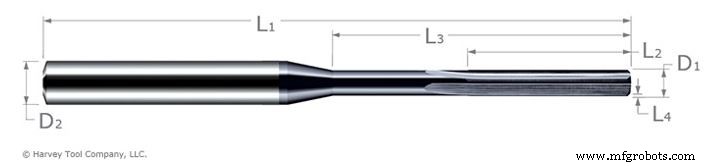
通过检查 Harvey Tool 微型铰刀及其关键尺寸,我们可以更好地了解这个有用工具的功能。在上图中的直槽铰刀中,D1 指的是铰刀直径,即适用于您的孔的特定尺寸; D2 指向刀柄直径。在 Harvey Tool,铰刀柄尺寸过大,有助于保持刀具强度、刚度和精度。刀柄还具有 h6 公差,这对于热缩夹头等高精度刀柄至关重要。铰刀的其他关键尺寸包括其总长度 (L1)、余量长度 (L2)、总范围 (L3) 和倒角长度 (L4)。
Harvey Tool 还提供微型铰刀 - 右手螺旋。该工具旨在留下出色的零件光洁度,并有助于在盲孔应用中排屑。
微型铰刀的功能
铰刀提供精度 – 如前所述,铰刀非常适合加工精密孔径。要正确使用铰刀,您必须首先钻一个直径在最终孔直径的 90% 和 94% 之间的预钻孔。例如,如果您需要完成一个 0.220 英寸的孔,您的预钻孔应该介于 0.1980 英寸和 0.2068 英寸之间。这允许工具去除足够的材料以留下出色的光洁度,但不会过度使用它,可能会造成损坏。无涂层铰刀的公差为 +.0000"/-.0002",而 AlTiN 涂层的公差为 +.0002"/-.0000"。这些公差让您高枕无忧,因为您知道您的孔将符合确切的规格。
实现高质量的 CNC 表面处理 – 当孔需要高表面光洁度时,应始终使用铰刀来达到所需的公差。预钻孔和刀具的余量都有助于在切削时保持铰刀居中,从而获得更好的光洁度。

最大限度地减少加工生产运行 - 对于机械车间来说,一致性是重中之重。在生产运行中尤其如此。机械师最不想看到的是他们已经在其上进行了许多操作的零件上的超大孔。请记住,铰刀的好处是提供一致的孔尺寸,防止超出公差的光洁度。这些一致的孔可节省宝贵的时间并降低废品成本。
CNC 加工奇异合金: 在加工铬镍铁合金、钛和其他高成本材料时,铰孔对于确保满足所需的光洁度规格非常重要。使用铰刀,机械师可以更好地预测刀具寿命,从而获得更好的成品和更少的废品率。需要注意的是,Harvey Tool 铰刀提供 AlTiN 涂层,并且从 0.0080 英寸到 0.0640 英寸每 0.0005 英寸增量都备有充足库存。
数控机床