

4 重要的键槽铣刀注意事项
键座铣刀,也称为半圆铣刀、键槽铣刀和 T 型槽铣刀,是许多机械师经常使用的一种切削工具——如果没有它,有些操作是不切实际的,甚至是不可能的。如果您的工作需要其中一种工具,那么了解何时以及如何选择合适的工具以及如何正确使用它是值得的。
键座刀具几何形状
选择和使用正确的工具通常比确定正确的直径和调整速度和进给更复杂。应仔细考虑键座的强度,尤其是在棘手的应用和困难的材料中。
与任何工具一样,更长的范围将使该工具更容易偏斜和破损。应使用允许范围最短的工具,以确保尽可能使用最强的工具。
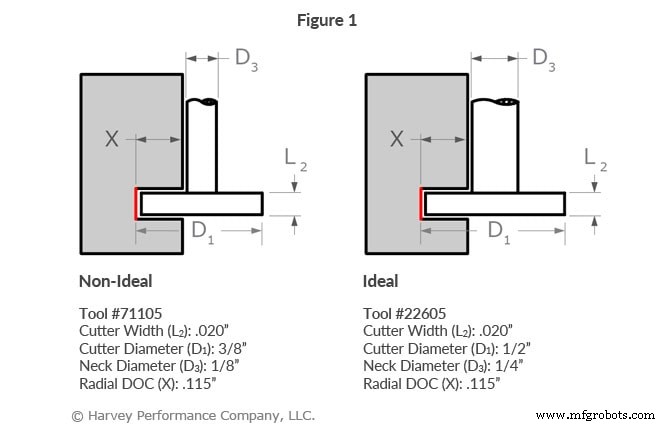
键座铣刀的颈部直径会极大地影响其性能。较薄的颈部允许相对较大的径向切削深度 (RDOC) 和更大的间隙,但会导致刀具较弱。较粗的颈部会降低刀具的 RDOC,但会大大增强刀具的整体性能。在间隙允许的情况下,应选择颈部较粗、刀具直径较大的键槽刀具,而不是颈部较细、刀具直径较小的键座刀具(图 1)。
刀具宽度对刀具强度也有影响。键座铣刀的铣刀宽度越大,就越容易出现偏斜和破损。这是由于刀具上的作用力增加——更大的刀具宽度等同于增加的啮合长度。使用刀具宽度较厚的键座刀具进行加工时,应特别小心使用尽可能最强的刀具和较轻的 RDOC。

Harvey 工具键座几何形状
径向切削深度
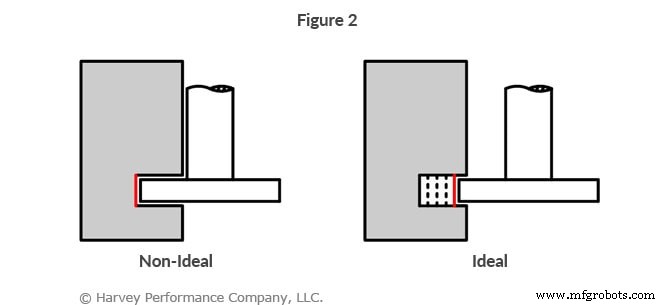
了解键座铣刀的径向切深对于选择正确的刀具至关重要,但了解它如何影响您的刀具路径对于获得最佳结果是必要的。虽然使用键座刀具的最大 RDOC 进行切割可能很诱人,但这会导致刀具压力增加、光洁度变差以及潜在的灾难性刀具故障。使用较浅的切削深度并进行多次走刀几乎总是更好(图 2)。
如果对哪种 RDOC 适合您的工具和应用程序有疑问,请考虑咨询工具制造商的速度和进给。 Harvey Tool 的键座刀具速度和进给量考虑了您的刀具尺寸、工件材料、操作等。
所需的插槽大小
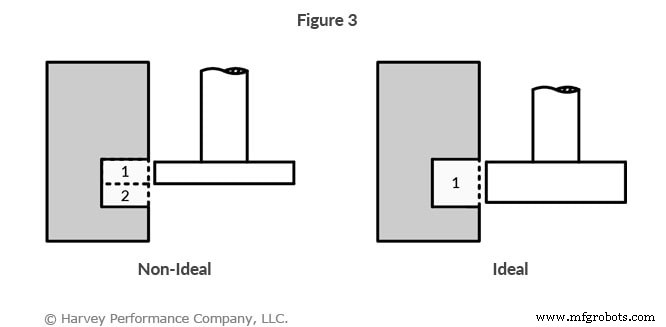
一些机械师使用键槽铣刀来加工大于其铣刀宽度的槽。这是通过多次操作完成的,例如,具有 1/4 英寸刀具宽度的键槽刀具可以创建一个 3/8 英寸宽的槽。虽然这是可能的并且可以节省前期工具成本,但结果并不是最佳的。理想情况下,应使用键槽铣刀来加工与其刀具宽度相等的槽,因为这将导致更快的操作、更少的见证标记和更好的光洁度(图 3)。
键槽铣刀的交错齿形
当键座铣刀需要更多功能时,应考虑交错齿版本。前部和后部浮雕使工具不仅可以在 OD 上进行切割,还可以在头部的前部和后部进行切割。当情况不允许使用与上述最终槽尺寸相等的刀具宽度时,交错齿工具可以在槽中轴向移动以扩大其宽度。
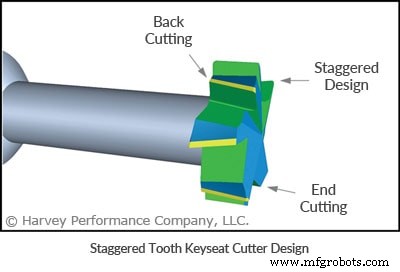
加工困难或粘性材料可能很棘手,使用交错齿键槽刀具可以提供很大帮助与工具性能。剪切槽减少了切割所需的力,并通过减少谐波和颤振留下了出色的表面光洁度。
找不到适合您工作的完美钥匙座? Harvey Tool 提供 2,100 多种键座刀具选项,刀具直径从 1/16” 到 1-1/2”,刀具宽度从 0.010” 到 ½”。
数控机床