

进给速度和切削速度:CNC加工有什么区别
CNC(计算机数控)加工是一种减材制造工艺,它使用编程代码来控制刀具轴的运动。编程代码包括所有必要的切削参数,如刀具运动、主轴转速、进给、转速等。
在为 CNC 加工操作设计产品时,必须考虑这些参数。这些参数将确保 CNC 加工过程的各个部分的优化。刀具寿命和功耗将通过切削速度进行优化。成品的加工时间和表面粗糙度由进给量决定。
因此,工程师和机械师必须了解切削速度和进给率以及它们之间的差异以及如何得出切削速度和进给率。继续阅读。
什么是进给率?
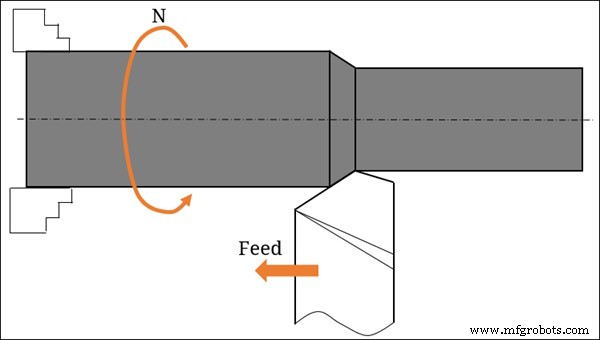
主轴一转中,刀具移动的距离称为进给速度。也可称为刀具啮合速度,对于铣削加工,一般以英寸/分钟或毫米/分钟为单位。
对于镗削和车削操作,可以以英寸/转或毫米/转为单位进行测量。进给速度的变化取决于毛坯材料(钢、木材、铝、不锈钢等)、刀具材料(高速钢切削刀具、陶瓷、金属陶瓷等)和其他切削因素,例如表面光洁度和数控机床特性。
加工产品的美观性取决于进给速度,因此进给速度的优化在CNC加工过程中至关重要。
最佳进给速度的选择
CNC 加工过程的每个方面都与从安全性到生产率、刀具寿命和产品质量的进给率直接相关。在选择进给速度时,要考虑以下因素。
生产力
对于更高的生产率,进给速度可以通过失去表面质量来增加。在另一种情况下,通过保持进给速度稳定,可以提高切削速度。
表面处理
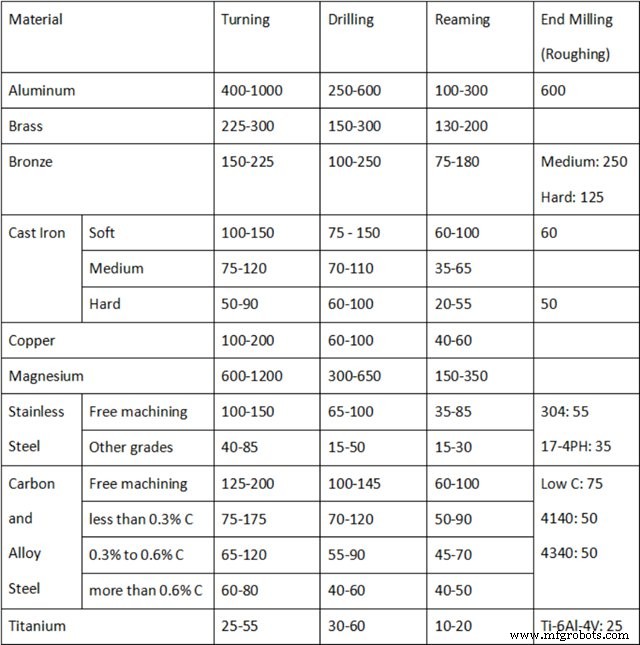
较低的进给率可以获得更好的表面光洁度。粗切削可以考虑粗进给速度。例如,精车的进给量可以考虑为0.01-0.05mm/rev,粗车的进给量可以考虑为0.1-0.3mm/rev。
进给速率限制
可用的机床有一个进给杆,在最小和最大限制内。对于这些机床,不允许超出限制,但是对于常规车床,只有在该范围内的少数进给率选项可以应用。
刀具几何形状
除了进给率之外,产品的表面光洁度还会受到刀具几何形状的影响。如果几何形状允许,可以首选较高的刀具几何形状值。
机床能力
由于较高的进给率,可能会出现高切削力和高振动。进给速度的选择,取决于机床对大力和振动的吸收和传递。
什么是切削速度?
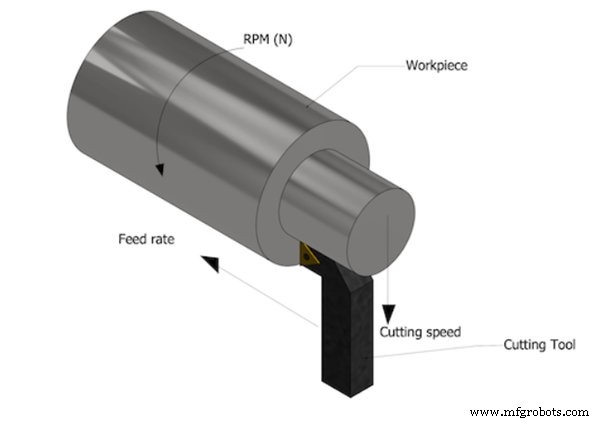
刀具与工件表面的相对速度一般称为表面速度或切削速度。它也可以定义为,切削刀具材料在切削过程中经过工件表面的直线距离(米/分钟或英尺/分钟)。
CNC加工的主要参数,如功耗、切削温度和刀具寿命等将由切削速度决定。切割速度值会根据不同的材料(如高碳钢、低碳钢、铝和塑料)而有所不同。一些工具或工艺,如螺纹工具和滚花工具,将以低于上述速度的切削速度运行。
最佳切削速度的选择
为了从 CNC 加工过程中获得最佳输出,必须确保最佳切削速度。可以通过以下因素预测特定CNC加工过程的最佳切削速度。
工件硬度
材料对由磨损、压痕和刮擦引起的变形的抵抗力通常称为硬度。在加工过程中,必须对较硬的工件保持一定的注意,因为它们很容易降低刀具性能。在加工较硬的材料期间,必须采用较慢的切削速度。例如,与钢相比,钛需要较低的切削速度。
刀具的强度
对于加工操作,切削刃刀具强度在允许的切削速度中起着至关重要的作用。例如,在加工过程中,为了获得更高的切削速度,可以使用由金刚石和氮化碳等高强度材料制成的刀具。另一方面,对于较低的切削速度,可以使用高速钢制成的刀具。
刀具寿命
随着切削速度的提高,较软的刀具材料会迅速磨损,从而导致刀具寿命缩短。决定切削速度的另一个关键因素是工程师或机械师想要在该工具上工作多长时间。首先,这将包括工具成本和零件生产数量等参数。如果这些参数在允许范围内,则可以使用高切削速度。
为什么速度和进给在加工中很重要?
速度和进给在加工中很重要,因为它们决定了材料被去除的速率以及材料被去除的量。
速度和进给会显着影响刀具的使用寿命。
进给速度和切削速度之间的差异可以由一个称为切削温度的关键因素决定,因为较高的切削温度会阻碍刀具寿命和表面粗糙度等参数。
速度和进给的劣质影响在较软的材料(铝或树脂)上不可见,因为存在足够的误差空间。但是,由于误差范围有限,速度和进给的劣质影响在较硬的材料(钛或铬镍铁合金)上是可见的。
如果速度和进给量之间存在细微差别,刀具会立即折断。
为了获得更好的表面粗糙度,必须使用速度和进给。如果机器以较高的刀具速率和主轴转速运行,材料表面会出现颤动痕迹。
进给速度和切削速度的区别
虽然进给速度和切削速度都会影响机器的整体性能,但它们实际上是指两个不同的东西。为了让您的 CNC 机床获得最佳效果,了解两者之间的区别非常重要。
1.进给速度与切削速度的主要区别在于进给速度是刀具穿过工件的速度,而切削速度是刀具切削刃移动的速度。
换句话说,进给速度是衡量刀具在材料中移动速度的指标,而切削速度是衡量刀具实际切削速度的指标。
2.切削速度给出了一个母线,它通常以米/分钟或英尺/分钟为单位,用Vc表示。进给速度有一条准线,一般以mm/rev或mm/min为单位,用s或f表示。
3、加工过程中,切削速度会影响切削力和功耗。但进给速度不影响。
4.切削速度对切屑方向偏离正交没有任何影响。但是,几乎在所有情况下,进给速度都会影响实际切屑方向的流动。
5.切削温度、刀具磨损和刀具寿命受进给速度的影响较小。但是切割速度会受到很大影响。
6、加工表面的扇贝或进刀痕的产生与切削速度无关。而成品表面的扇贝纹则直接与进给量有关,直接代表表面粗糙度。
下面的切削速度和进给速度图表可以更直观地理解差异。
| 参数 | 切割速度 | 进给率 |
| Generatrix 和 Directrix | 直线由切削速度生成 | 母线由进给率生成 |
| 运动单位和 S 短 F orm | 以米每分钟 (m/min) 或英尺每分钟 (ft/min) 为单位,用 Vc 表示 | 以每转米 (mpr) 或每转英寸为单位,用 s 或 f 表示 |
| 芯片 D 建议 | 对偏离正交切屑方向没有影响 | 影响实际切屑流向 |
| 切割 F 动力和功耗 | 影响切削力和功耗 | 不影响切削力和功耗 |
| 表面粗糙度和扇形标记 | 与加工表面产生的扇形或痕迹没有直接关系 | 直接关系到成品表面的扇形痕迹 |
| 切削温度、刀具寿命和刀具磨损 | 影响很大 | 影响较小 |
如何确定进给速度和切削速度?
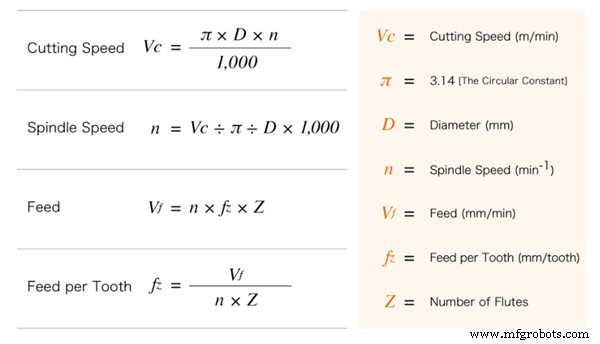
上图显示了确定切削速度和进给速度所涉及的所有必要参数。确定切削速度和进给量,主轴转速是基本要求。最终的进给量可以通过以下两种方法获得,一是确定每齿进给量,二是利用该每齿进给量确定刀具的进给量。
其他重要注意事项
主轴限速
需要基于材料和刀具直径的每分钟表面英尺数 (SFM) 来定义刀具速度(以 RPM 为单位)。有时,用微小的工装和/或某些材料的速度计算,计算出来的速度是不可行的。
在这种情况下,机械师必须以舒适的机器最大速度运行工具,并保持所需的直径切屑负载。这样,在机器的最高速度下,可以达到最佳参数。
非线性路径
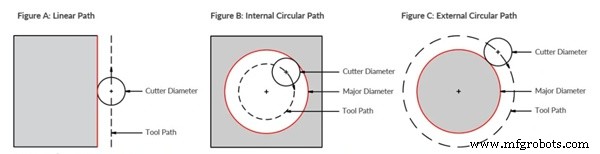
通常,进给速率假定为线性运动,即移动的线性距离。然而,在某些情况下,将在圆弧或圆弧插补路径(外径或内径)中考虑进给率。随着切削深度的增加,刀具上的啮合角也会增加,从而导致非线性路径。与外角相比,内角的工具接合度更高。
切削速度和进给速度的相互作用
在加工过程中,切削刀具压缩工件表面并以切屑的形式去除一层薄薄的材料。需要工件和刀具之间的相对速度来传递所需的压缩力。主要的相对速度是由切削速度产生的,这有助于设想材料的去除。
为了设想从整个工件表面去除的材料,必须沿预期方向向刀具或工件(对于不同的铣削操作不同)提供另一种称为进给运动的同步运动。这些进给速度和切削速度的同时作用以及进给运动将完成加工的基本要求。
结论
需要速度和进给来优化CNC加工参数的各个部分,例如刀具寿命、功耗、时间和粗糙度。使切削速度和进给速度相互作用,对数控加工零件的生产大有裨益。因此,要决定速度和进给,工程师和机械师必须完全了解它们。
在维肯,我们经验丰富的工程师和机械师可以满足不同的加工需求,确保生产出您需要的零件和产品。如果您担心 CNC 加工零件的切削速度和进给率,请立即联系我们。您将始终得到您期望的最佳加工零件。
常见问题解答
切削速度和进给速度一样吗?
不,切削速度和进给速度不一样。切削速度是切削工具穿过被切削材料的速度。进给速率是被切削材料经过切削刀具的速度。
SFM 在加工中是什么意思?
SFM,也称为表面速度,代表每分钟的表面英尺数,是加工中切削速度的常用度量。它表示工具在一分钟内可以穿过工件的英尺数。 SFM越高,切割速度越快。
为什么工程师和机械师在 CNC 加工过程中必须考虑切削速度和进给率?
工程师和机械师必须考虑 CNC 加工过程中的切削速度和进给率,因为它直接影响成品的质量。如果切割速度太慢,则材料切割不干净,并且存在毛刺或其他缺陷的风险。
数控机床