

G75 固定循环切槽 CNC 编程示例
G75为x轴切槽循环。
有关 G75 固定循环切槽的完整说明,请阅读此 G75 切槽循环。
对于 Fanuc G75 的单行格式(单块格式)阅读 Fanuc G75 切槽循环单行格式。
您可能会在此处找到另一个 G75 切槽循环 CNC 编程示例 Fanuc G75 切槽循环 CNC 程序示例。
Fanuc G75切槽循环参数说明
N10 G75 R N20 G75 X Z P Q R
G75 第一个 CNC 程序段
R =返回量
G75 第二个 CNC 编程块
X =切槽深度。
Z =z 轴上的最后一个切槽位置。
P =x 轴上的啄钻增量
Q =z 轴上的步进轴。
R =切削结束时的后刀量。
G75 固定循环切槽 CNC 编程实例
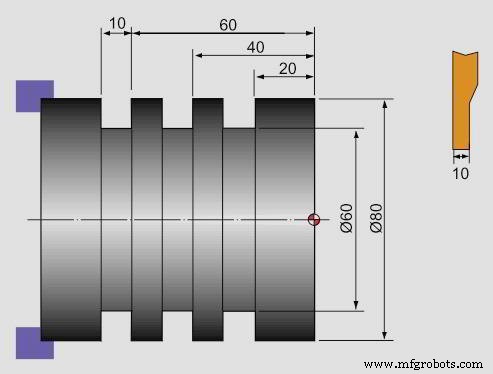
G75固定循环切槽CNC编程实例
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
数控机床