

使用 G75 循环 CNC 车床程序进行零件切槽
提交人:Vikram
总结
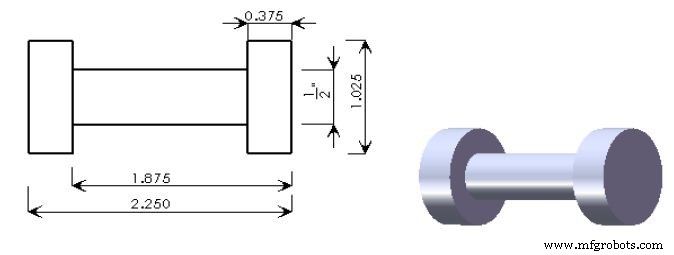
数控车床程序使用 G75 切槽循环在 x 轴上加工一个长槽,然后使用 G75 切槽循环加工同一零件。
绘图/图片
数控程序
G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28 Z0.0; T0200 M06; G57; G00 Z-0.500; X1.300; G01 X 1.025 F1.5 S1000; G75 R0.010; G75X 0.500 Z-1.875 P 0.020 Q0.100 R-0.0001 F1.5; G00 X1.2; Z-2.375; G01 X1.025; G75 R0.010; G75 X 0.0 P0.020 R-0.0001 ; G28 X0.0; G28 Z0.0; M30;
数控机床