

Fanuc G84 刚性啄式攻丝循环
由于切屑粘附在工具(丝锥)上或切削阻力增加,在刚性攻丝模式下攻丝深孔可能很困难。
啄式刚性攻丝
为了让 CNC 机械师轻松进行这种深孔攻丝操作,Fanuc 数控系统上有一个循环 G84 Peck 刚性攻丝循环。
对于使用 Haas CNC 控制器的 CNC 机械师,您也很幸运地阅读了带断屑的深孔攻丝或 Haas CNC 上的啄式攻丝
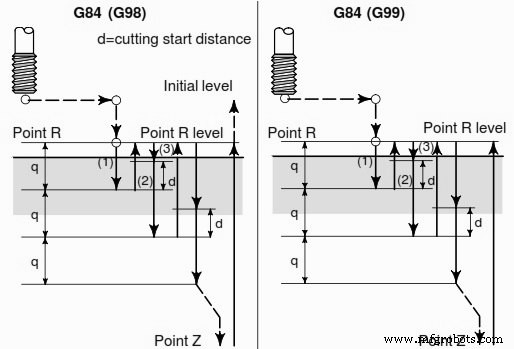
在 Fanuc G84 Rigid Peck Tapping Cycle 中,进行多次切削(Pecks)直到到达孔底。
Fanuc G84 Peck 刚性攻丝循环格式
G84 X_ Y_ Z_ R_ P_ Q_ F_ K_;
X Y – 孔位。
Z – Z 深度(从 R 平面进给到 Z 深度)。
R – R 平面的位置。
P – 返回时孔底和 R 点的停留时间。
Q – 每次切削进给的切削深度(啄钻深度)。
F – 切削进给率。
K – 重复次数(如果需要)。
G84 刚性深孔攻丝循环
有关 G84 攻丝循环和 G98 G99 与 G84 攻丝循环的使用的完整详细信息,请阅读 G84 攻丝循环 - CNC 铣床编程
数控机床