

Fanuc G86 镗孔循环
G86镗孔循环用于镗孔。
语法
G86 X... Y... Z... R... F... K...
| 参数 | 描述 |
|---|---|
| X | x 轴上的孔位置。 |
| 是 | y 轴上的孔位置。 |
| Z | 深度,从 R 平面到 Z 深度。 |
| R | R平面的位置。 |
| K | 循环重复次数(如果需要)。 |
| F | 进给率。 |
一旦在程序中给出 G86 镗孔循环,在每个轴移动时重复,直到在程序中给出 G80 结束该循环。
用法
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G86 X60 Y28 Z-15 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
工作
G86镗孔循环工作原理简述,
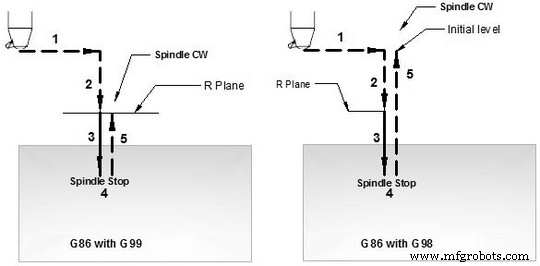
G86镗孔循环加工
1- 快速移动到 X、Y 位置。
2- 快速移动到 R 平面。
3- 从 R 平面进给到 Z 深度的镗孔。
4- 主轴停止在
5-1-快速移动到R平面(G99)或初始平面(G98)
5-2-主轴顺时针启动
G98 G99 模式
G86 镗孔循环在 G98 或 G99 模式下的表现,
G98 镗刀将返回到初始平面
G99 镗刀将返回到 R 平面。
工作示例参见 G81 钻孔循环。
重复钻孔
如果用G86镗孔循环给定K参数值,则镗孔将重复K给定的次数。参见G81钻孔循环示例。
数控机床