

G84 攻丝循环示例 CNC 程序
G84丝锥循环是CNC加工中心最常用的功能之一。
该G84攻丝循环示例程序以通俗易懂的方式说明了攻丝的使用。
G84攻丝循环是一个模态G代码,所以用G80取消,否则它会在每一个X和/或Y运动中执行攻丝操作。
G84攻丝循环格式
G84 X_ Y_ Z_ R_ F_
X Y – 孔位置数据
Z – Z 深度(从 R 平面进给到 Z 深度)
R – R 平面的位置
F – 切削进给速度
关于 G84 的完整文章阅读 G84 攻丝循环 – CNC 铣床编程
另一篇相关文章使用 G84 的深孔攻丝或深孔攻丝
G84 攻丝循环示例 CNC 程序
G84攻丝循环示例
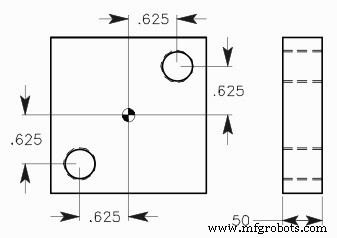
O100 (G84 R.H. Tapping Cycle) N1 T18 M06 N2 G90 G54 G00 X0.625 Y0.625 N3 S500 M03 N4 G43 H18 Z1. M08 N5 G84 G99 Z-0.65 R0.1 F35.7143 N6 X-0.625 Y-0.625 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
数控机床