

ECS G84 攻丝循环
ECS G84攻丝
当铣床主轴未配备位置传感器时,该循环用于攻丝。在这种情况下,还建议使用带有机械补偿器的丝锥。还需要验证:
程序进给 [mm/min] =程序速度 [rpm] * 攻牙螺距 [mm]
注意: ENT之间的返回运动 和说唱 以工作进给反转主轴旋转方向完成。
在 MDI 和编辑模式下,通过以下按键顺序激活循环数据输入:

编程
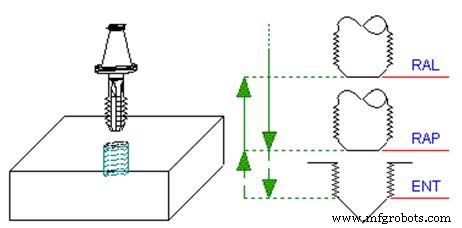
G84 <ENT=..> <RAP=..> <RAL=..>
参数
| 参数 | 描述 |
|---|---|
| 耳鼻喉科 | 在工作进给时达到深度报价 |
| 说唱 | 周期开始时报价快速到达 |
| 拉尔 | 返回报价快速达成 |
数控机床