

Fanuc G73 模式重复固定循环基本 CNC 示例程序
Fanuc G73 模式重复循环可帮助 CNC 机械师轻松编程/维护/调试粗糙材料去除程序。
其他 Fanuc 固定循环如
G71 纵向切削循环或
G72 端面循环
去除通过直线切割粗材料。
但是 Fanuc G73 模式重复循环通过沿轮廓切割去除粗材料。
所以从第一次切割开始,G73 模式重复循环切割与精加工部件相同的形状.
Fanuc G73 花样重复循环格式
G73 U W R G73 P Q U W F
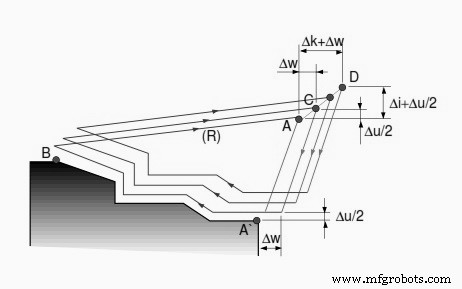
Fanuc G73花样重复固定循环
G73 第一个 CNC 程序块
U – X 轴上的逃逸距离和方向(半径值)。这是将在 x 轴上切割的材料量。
W – Z 轴上的逃逸距离和方向。这是将在 z 轴上切割的材料量。
R – 分割数。轮廓将重复的编号。
G73 第二个 CNC 程序块。
P – 开始序号
Q – 结束序号
U – x轴精加工余量
W – z轴精加工余量
F——切削进给率(G73固定循环时)。
Fanuc G73 模式重复循环程序示例
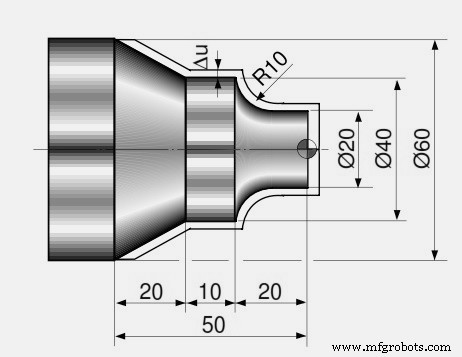
Fanuc G73 花样重复固定循环基本CNC示例程序
N10 G50 S2000 T0300 G96 S200 M03 G00 X35.0 Z5.0 T0303 Z0 G01 X-1.6 F0.2 G00 X70.0 Z10.0 G73 U3.0 W2.0 R2 G73 P12 Q16 U0.5 W0.1 F0.25 N12 G00 G42 X20.0 Z2.0 G01 Z-10.0 F0.15 G02 X40.0 Z-20.0 R10.0 G01 Z-30.0 X60.0 Z-50.0 N16 G40 U1.0 G70 P12 Q16 G00 X200.0 Z200.0 T0300 M30
数控机床