

CNC G81 钻孔循环程序示例
Fanuc G81 钻孔循环用于简单的钻孔操作,所以这里有一个数控程序示例,演示如何使用 G81 钻孔循环。
数控程序
Fanuc G81 钻孔循环示例程序
N1 T1 M06 N2 G90 G54 G00 X.3 Y1.2 N3 S1200 M03 N4 G43 H01 Z1. M08 N5 G81 Z-.6 R.1 F10 N6 X1.2 Y.3 N7 G80 G00 Z1. M09 N8 G28 G91 Z0. M05 N9 M30
解释
N1-换刀到1号刀
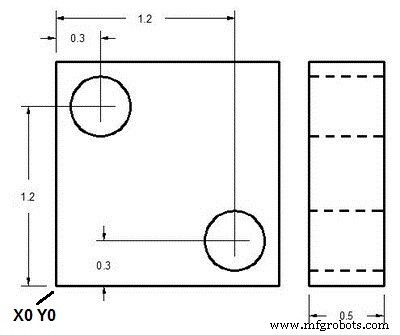
N2- 刀具快速移动到第一个钻孔位置 X0.3 Y1.2,同时考虑到零偏置号。 1
N3-钻头开始顺时针旋转,转速为1200转。
N4- 钻取深度 Z1。考虑到刀具长度补偿(G43 H01),冷却液开启。
N5- 给定钻孔循环参数、钻孔深度和切削进给量,用该指令在当前位置(X0.3 Y1.2)进行第一次钻孔。
N6- 随着钻孔循环的继续,它与每个轴运动一起工作,因此下一次钻孔在 X1.2 Y0.3 完成
N7- G80指令取消钻孔循环,关闭冷却液。
N8- 该部件操作完成,刀具被带到参考位置,刀具旋转停止。
N9- CNC零件程序结束。
G &M 代码
| 代码 | 描述 |
|---|---|
| T | 工具编号用过。 |
| M06 | 换刀命令。 |
| G90 | 绝对编程 |
| G54 | 零偏移一号 |
| G00 | 快速遍历 |
| 小号 | 切刀速度 |
| M03 | 切刀顺时针旋转 |
| G43 | 刀具长度补偿。 |
| M08 | 开启冷却液。 |
| G81 | 发那科钻孔循环 |
| F | 切削进给。 |
| G80 | 固定循环取消。 |
| M09 | 冷却液关闭。 |
| G28 | 返回参考位置 |
| G91 | 增量编程。 |
| M05 | 切刀旋转停止。 |
| M30 | CNC 零件程序结束并返回程序开始。 |
数控机床
- Fanuc G75 切槽循环 CNC 程序示例
- CNC Fanuc G73 Pattern Repeating Cycle CNC 程序示例
- Fanuc CNC 程序示例
- G90 车削循环 Fanuc – CNC 程序示例代码
- Haas G71 示例程序
- G76 螺纹循环 CNC 编程实例
- G81 钻孔循环 – 在 G91 增量模式下重复钻孔示例代码
- G81 钻孔循环 G83 啄钻 G98 G99 示例程序
- G81 钻孔固定循环 CNC 铣削程序示例
- Fanuc G94 端面循环 CNC 示例程序
- 使用 G81 钻孔循环钻孔网格板 – 示例 CNC 程序
- 使用 G81 钻孔循环和 G91 示例程序重复钻孔