

CNC Fanuc G72 固定循环端面
Fanuc G72 端面循环
如果您曾在数控机床车间使用过 fanuc 控制的数控机床,那么您肯定使用过 G72 Canned Cycle Facing 和数控车削循环G71。
因为发那科cnc控制的cnc循环编程很简单。
为什么我们使用 cnc 循环阅读 cnc 编程循环的优缺点。在这篇文章中,我将详细说明 G72 固定循环端面的使用和编程 在 Fanuc 数控系统上。
对于 Fanuc G71 车削循环,请阅读这篇关于 G71 的文章。
Fanuc cnc 控件被广泛使用,由于其易于编程和耐用性,无疑是 cnc 程序员最喜欢的 cnc 控件之一。
编程
G72 W R G72 P Q U W
参数
第一块
| 参数 | 描述 |
|---|---|
| W | 切割深度。 |
| R | 切割完成后返回值。 |
第二块
| 参数 | 描述 |
|---|---|
| P | 轮廓起始块号。 |
| 问 | 轮廓结束块号。 |
| 你 | x 轴的精加工余量。 |
| W | z 轴精加工余量。 |
| 小号 | G71循环中的主轴转速。 |
| F | 进给率(覆盖 P 块和 Q 块之间给定的进给率) |
| 小号 | 主轴速度(覆盖 P 块和 Q 块之间给定的主轴速度) |
注意事项
P &Q – P块号和Q块号之间的cnc程序块将重复执行,直到不满足结束尺寸。
F(进给率)——在 G72 第二个程序段中使用 F(进给率)的好处是,在端面循环期间机器将使用此进给率,并且将忽略 P 程序段和 Q 程序段之间给定的任何进给率。
P 块和 Q 块程序之间给定的进给率只有在您稍后在具有相同 P 块和 Q 块编号的程序中调用 G70 精加工循环时才会使用。
这对数控机械师来说非常方便有机会为“粗面切削”和“最终精加工切削”保持不同的进给率。
S(主轴转速)——工作原理相同,粗切削和精切削保持不同的速度。
Fanuc G72 端面循环示例
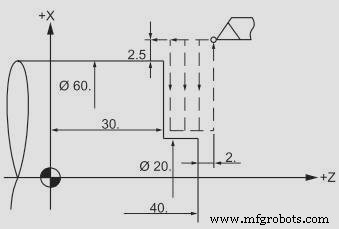
CNC Fanuc G72 固定循环端面
N5 G00 X65 Z42 N6 G72 W2 R2 N7 G72 P8 Q9 U0 W0 F0.3 N8 G00 Z30 N9 G01 X20
数控机床