

采用 Sinumerik 控制的 Hermle UWF 851 数控铣床的工件偏移设置
本文简要介绍了使用 Siemens Sinumerik CNC Control 在 Hermle UWF 851 数控铣床上设置零偏的整个过程。

采用 SINUMERIK 810 CNC 控制系统的 Hermle UWF 851 CNC 铣床
用 5 至 10 毫米深的虎钳夹住作业。
铣刀准备
使用刀架紧固夹具将 Ø 12 mm 的刀具拧紧(夹紧)在刀架中。
左手拿起相同的刀架,然后按下换刀按钮以打开位于右侧的换刀机构数控铣床头。
将刀架放在机头上并向上推,另一只手按下换刀按钮旁边的关闭换刀按钮。
选择 Jog Mod 并按>(下一页按钮)找到 Over Store 页面。选择 Over Store 页面。
输入 S =450(速度 rmp)和 M =03(顺时针旋转)。
按循环启动按钮。主轴将开始旋转。
选择Incremental Mod,在此Mod中,可以设置1(0.001 mm),10(0.01 mm)和100(0.1 mm)校准用于手轮使用。
Axis such as X, Y, Z, C-可以从键盘区域选择轴。
工件偏移设置X轴
选择 100 (0.1) 校准并按 X 激活 X 轴进行移动。
使用手轮将刀具移动到下图所示一侧(X 轴)更靠近作业。
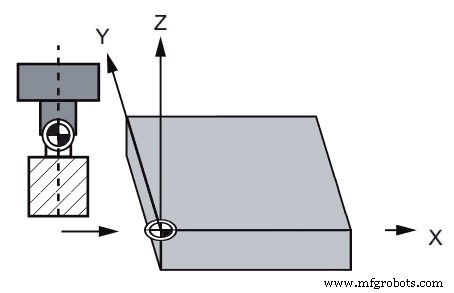
X轴零偏设置
给刀具一些深度(5-10 毫米)。
现在再次在 X 轴上移动,当你离得足够近以至于看不到你的工作和刀具之间的间隙时,将增量模式校准减少到 10( 0.01 mm),在切纸器和作业之间放一张纸。
继续慢慢移动,到一点你的纸会切到现在停在那里,这是偏移设置所需的轴位置值。
在零偏移中输入 X 轴值
按Setting Data标签页,然后按Zero Offset标签页,将CNC控制屏幕上的Zero Offset页面。
将上述步骤中获取的X轴值放在Zero Offset中(G54 X =………… …….).
Y轴工件偏移设置
选择 100 (0.1 mm) 增量模数。选择Z轴使刀具向上移动。
选择Y轴使刀具向下图所示的一侧移动。
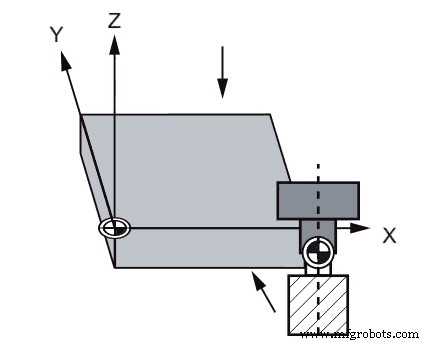
Y轴零偏设置
选择 Z 轴以获取 5-10 毫米的刀具深度。
选择 Y 轴以靠近作业。
当您离作业足够近以至于看不到作业与作业之间的间隙时切割器,将增量模数校准减少到 10(0.01 毫米),在切割器和作业之间放一张纸。
保持缓慢移动,在某一点上你的纸会被切割。现在这是将用于零偏移设置的 Y 轴位置。
在零偏移中输入 Y 轴值
按Setting Data标签页,然后按Zero Offset标签页,调出Zero Offset页面。现在输入在上述步骤中获取的 Y 轴值
将值置于零偏移 (G54 Y =……………………)。
现在选择 100 (0.1 mm) 增量模式。选择Z轴使刀具向上。
还没有完成……
以上程序完成后,当你的程序运行在自动模式时,你的刀具会在下图错误的点开始(G00 X0 Y0)工作。
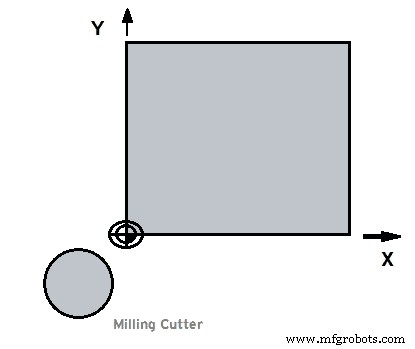
工件偏置设置工具位置不正确
最后一步
我们想要的是切割器在作业起点的顶部恰好从中点开始,此处两侧(其值在上面测量)相交。
因为这是所有组件尺寸的正确点计算,见图。
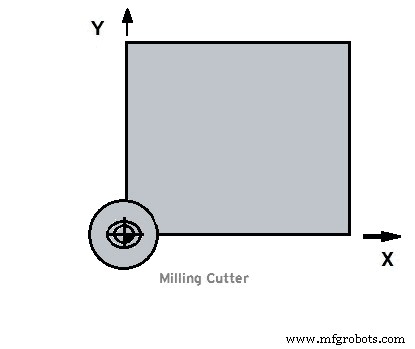
工件偏置设置工具正确位置
为了校正刀具位置,我们将从 X 轴减去 6mm 的刀具半径(因为我们的刀具为 Ø12mm),并在零偏移 X、Y 值中向 Y 轴增加 6mm。
数控机床