

G41 G40 刀具半径补偿示例数控铣床程序
刀具半径补偿示例程序显示了如何在数控铣削程序中使用 G41、G40。
本程序中使用的刀具补偿代码是,
- G41 刀具半径补偿左
- G40 刀具半径补偿取消
刀具半径补偿示例
G41 G40刀具半径补偿示例
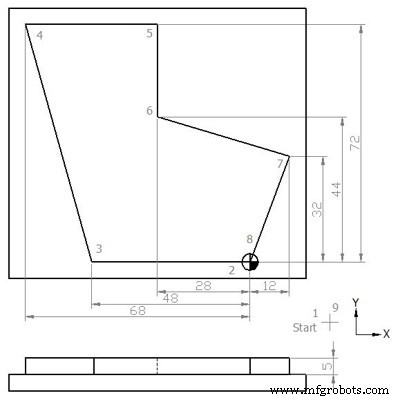
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
成品零件
加工过程完成后,零件看起来像
刀具半径补偿示例成品件
CNC G代码说明
G00:快速进给。
G54:零偏移。 1.
G64:连续路径模式。
G90:绝对尺寸系统。
G17:X-Y平面选择。
G41:刀具半径补偿激活(左侧移动)
G40:刀具半径补偿无效
S:主轴速度
F:轴运动进给
M:刀具旋转(3=顺时针,4=逆时针)
D :刀具偏置号
数控机床