

带 G41 刀具半径补偿的 CNC 铣削程序
CNC 铣削编程示例代码和绘图,其中显示了 G41 左刀具半径补偿 用于数控铣床程序。
CNC 铣削程序(G41 刀具半径补偿左)
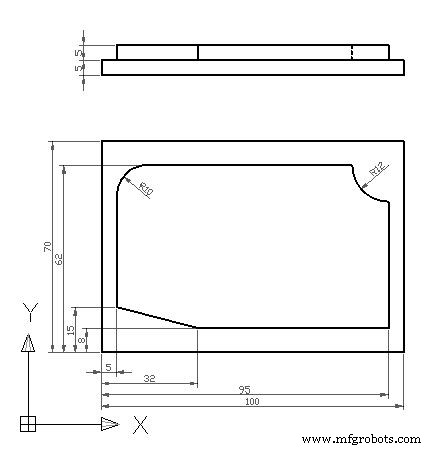
G41刀具半径补偿左数控铣程序
N10 T2 M3 S447 F80 N20 G0 X112 Y-2 N30 Z-5 N40 G41 N50 G1 X95 Y8 M8 N60 X32 N70 X5 Y15 N80 Y52 N90 G2 X15 Y62 I10 J0 N100 G1 X83 N110 G3 X95 Y50 I12 J0 N120 G1 Y-12 N130 G40 N140 G0 Z100 M9 N150 X150 Y150 N160 M30
数控机床
- 在 CNC 铣削中进行刀具半径补偿之前要考虑的 3 个关键要素
- 使用机器的 CNC 对机器人进行编程
- 使用 CNC 程序示例以英寸为单位测量 Fanuc G20
- 使用 G01 的倒角和半径程序示例
- Haas CNC M97 本地子程序调用与 CNC 程序示例
- CNC 程序块
- 如何铣削全圆 CNC 程序示例代码
- 采用 Sinumerik 控制的 Hermle UWF 851 数控铣床的工件偏移设置
- Sinumerik 810 CNC 铣刀半径/倒角程序示例
- G41 G40 刀具半径补偿示例数控铣床程序
- CNC 编程基础 - 带有示例程序代码的教程
- CNC 铣床程序使用 G81 G83 G84 G85