

Fanuc 圆弧插补 G02 G 代码示例
发那科圆弧插补
Fanuc 圆弧插补指令(G02、G03 G 代码)用于沿圆弧移动刀具。
G02 – 顺时针圆弧插补。
G03 – 逆时针圆弧插补。
如何编程圆弧插补?
在 Fanuc 控制的 CNC 车床上,顺时针圆弧插补(Arc)可以通过以下方式编程。
N10 G02 X Z R or N10 G02 X Z I K
说明
N10 G02 X Z R
X – X 轴圆弧终点
Z – Z 轴圆弧终点
R – 圆弧半径
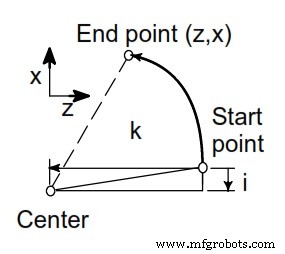
N10 G02 X Z I K
X- X 轴圆弧终点。
Z – Z 轴圆弧终点。
I – X 轴圆弧起点到圆弧中心点的距离。
K – Z轴上圆弧起点到圆弧中心点的距离。
发那科圆弧插补G02
Fanuc 圆弧插补 G02 G 代码示例
下面的发那科圆弧插补程序示例是用多种不同的方式编写的。
如果控制允许,CNC 程序员/机械师可以使用 G02/G03 X Z R 方法或 G02/G03 X Z I K 方法。
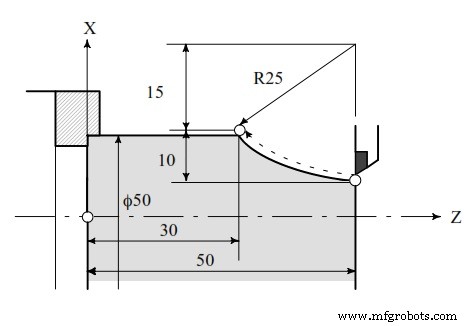
发那科圆弧插补G02 G代码示例
(直径编程)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
数控机床