

HAAS 数控铣床圆弧插补示例说明
Haas CNC Milling Circular Interpolation Cnc 示例程序的编程说明,这些示例显示了在使用 G02 G03 G 代码编程圆弧插补时如何在 cnc 程序中给出 IJK 或 R。
哈斯圆弧插补
当 R 更易于编程时,为什么要使用 IJK?
R 更容易定义,但更容易出错并得到不正确的半径。如果使用 R,并且您在起点或终点处输入了错误,而机器仍然可以计算半径,并且这样做了,那么您将得到一个不正确的半径。
如果你在 I、J、K 方法上犯了一个错误,机器将更有可能在执行之前停止并给你一个警报。
尽管在 G02 或 G03 中使用 R 仍然更容易,并且是手动编程圆弧的首选方法。
什么是R
R为起点到圆心的距离。
什么是IJK
“I” =在“X 轴”上从起点到圆弧中心的增量距离。
“J” =在“Y 轴”上从起点到圆弧中心的增量距离。
“K” =“Z轴”上起点到圆弧中心的增量距离。
何时使用负 R
使用正 R,控件将生成 180 度或更小的圆形路径,但要生成超过 180 度的圆形路径,则指定负 R。使用 R 时,完整的 360 度圆弧是不可能的。需要 X、Y 或 Z 来指定不同于起点的端点。因此,可以使用 G02 或 G03 中的 R 命令执行 360 度圆弧下的任何操作。
如何切割 360 度弧或整圆
使用 I、J 或 K 是切割完整 360 度弧的唯一方法;在这种情况下,起点与终点相同,不需要 X、Y 或 Z。要切割一个完整的 360 度 (360°) 圆,您无需指定终点 X、Y 或 Z;只需编程 I、J 或 K 来定义圆心。
示例程序
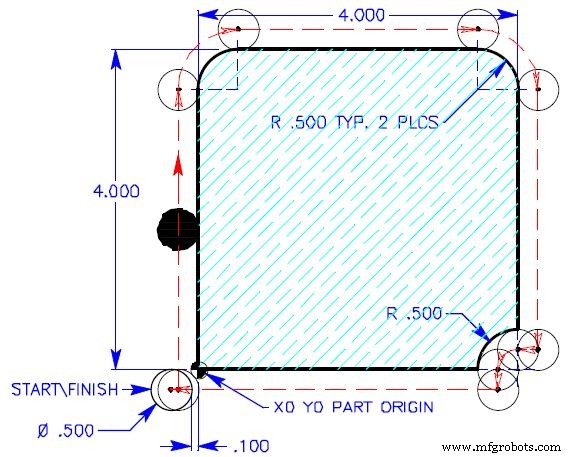
注意: 圆周运动示例未使用刀具补偿,因此圆周运动是从刀具中心绕圆弧定义的。
G02 G03 带 R
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 带 IJK
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
数控机床