
G02 G03 编程示例
数控车床用G02 G03编程两条组合圆弧的CNC程序实例。
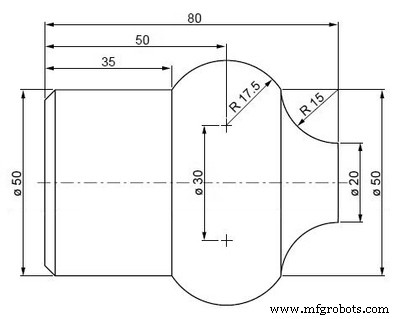
第一个圆弧使用 G02 R 编程,但第二个圆弧使用 G03 I K 编程
G02 G03 编程范例
G02 G03 编程范例
N50 G00 X20 Z85 N60 G96 S200 N70 G01 Z80 N80 G02 X50 Z65 R15 N90 G03 X50 Z35 I-10 K-15 N100 G00 X80 N110 G97 S900 M05 N120 M30
数控机床

数控车床用G02 G03编程两条组合圆弧的CNC程序实例。
第一个圆弧使用 G02 R 编程,但第二个圆弧使用 G03 I K 编程
G02 G03 编程范例
N50 G00 X20 Z85 N60 G96 S200 N70 G01 Z80 N80 G02 X50 Z65 R15 N90 G03 X50 Z35 I-10 K-15 N100 G00 X80 N110 G97 S900 M05 N120 M30
数控机床
提交人:CNC程序员 绘图/图像 数控程序 N1 [PROFILE 11N2 $1M0X-158.I155.Y-84.6J115.N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X0Y-70RN9 Z2RN10 Z-10N11 G49I5N12 G41K2N13 G20X0Y0I-52.5N14 G21I15N15 G10X0Y0I-30N16 E1=G20X0Y0I100,G13X0Y0J120K2N17 G11E1I-15N18 G20N19 E2=G20X0Y0I70,G13X0Y0J78K2N20 G11E2I-23N21 G20N22 G13J-
提交人:cnc程序员 绘图/图像 数控程序 0 BEGIN PGM FK3 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y-20 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+0 RL10 L Y+12.711 FCT DR- R12.7 CCX+12.7 CCY+12.712 FLT13 FCT DR- R7.94 CCX+76.2 CCY+63.514 FLT PAR
Osai GTL 编程示例,适用于在配备 Osai 10 系列数控机床的数控机床上工作的数控机械师。 Osai GTL 编程示例 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1N18 r5N19 l1N20 r5N21 c2s2N22
GSK 980 TDc 程序示例,此数控程序示例使用 G02 G03 圆弧插补 G 代码。CNC 程序显示如何在 GSK 980 TDc 数控程序中将两个圆弧连接在一起。 GSK 980 TDc 编程示例 Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 arc)N006 G02 X26 Z-31 R5; (Cut R5 arc)N007 G