

用于不同深度和长度的槽的 Centroid G65 宏程序
提交人:cnc程序员
绘图/图像
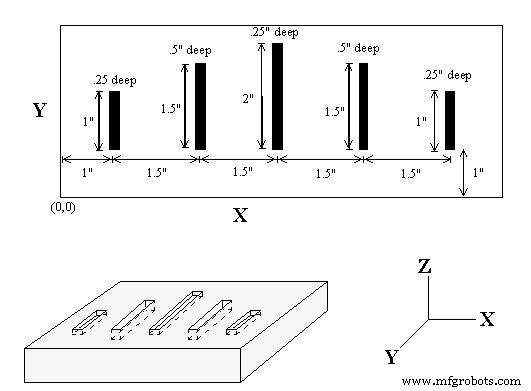
数控程序
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
数控机床