

NUM CNC 车床程序示例 G64 G65 G87
提交人:BEATA
总结
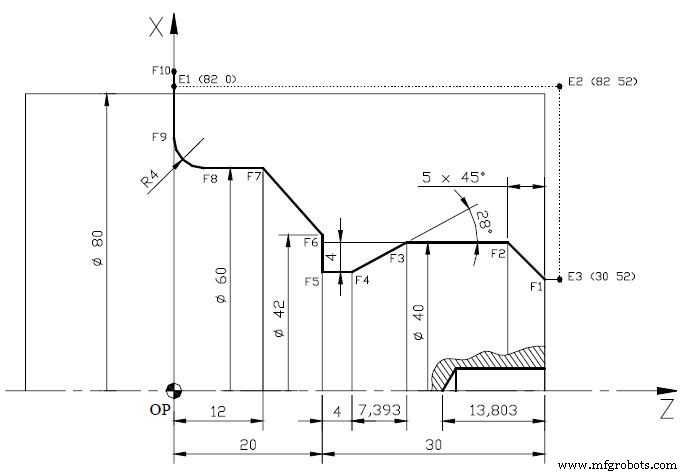
NUM CNC 车床程序示例显示了 NUM cnc 循环的使用,
G64 车削/面粗加工循环
G65 沟槽粗加工循环
G87 带断屑的钻孔循环
使用了多个刀具完成整个数控加工操作。
绘图/图片
数控程序
%1111 (EBAUCHE T2 D2) (FINITION T3 D3) (CENTRAGE DIAM 5 T7 D7) (PERCAGE DIAM 6 T8 D8) N10 G90 G71 G40 G80 G92 S4000 (INITIALIS) (USINAGE EBAUCHE PARAXIAL) N20 G0 G52 X0 Z0 N30 T1 D1 M6 (OUTIL EBAUCHE) N40 G95 F0.1 N50 G97 S800 N60 M3 M42 N70 G0 G42 X82 Z52 (E2) N80 G96 S80 N90 G64 N490 N400 I1 K1 P2 N100 G1 X82 Z0 (E1) N110 X82 Z52 (E2) N120 X30 Z52 (E3) N130 G80 X55 Z54 (DEGAGEMENT) (EBAUCHE POCHE) N140 G0 X44 Z33 (DEPART DE GORGE) N150 G65 N460 N410 EA-152 P2 Z20 I1 K1 N160 G97 S600 M9 N170 G0 G52 X0 Z0 (CENTRAGE) N180 T7 D7 M6 (FORET A CENTRER DIAMETRE 5/CENTER DRILL) N190 G95 F0.05 N200 G0 X0 Z53 N210 G97 S1400 N220 G87 X0 Z45 M8 N230 G0 G80 Z53 M9 N240 G97 S600 N250 G0 G52 X0 Z0 (PERCAGE) N250 T8 D8 M6 (FORET DIAMETRE 6/DRILL 6) N260 G95 F0.05 N270 G0 X0 Z53 N280 G97 S1325 N290 G87 X0 Z36.197 P6 Q3 EF2 M8 N300 G0 G80 Z53 M9 N310 G97 S600 N320 G0 G52 X0 Z0 (FINITION/Finishing) N330 T2 D2 M6 N340 G95 F0.08 N350 G97 S800 N360 M3 M42 N370 G0 X5 Z53 N380 G96 S90 N390 G1 G41 X0 Z50 (F0) N400 X30 Z50 (F1) N410 X40 Z45 (F2) N420 X40 Z31.393 (F3) N430 X32 Z 24 (F4) N440 X32 Z20 (F5) N450 X42 Z20 (F6) N460 X60 Z12 (F7) N470 X60 Z4 (F8) N480 G2 X68 Z0 R4 (F9) N490 G1 X86 Z0 M9 (F10) N500 G0 G40 X88 Z0 (DEGAGEMENT) N510 G97 S800 N520 G0 G52 X0 Z0 M5 N530 M2
数控机床