

如何制作螺旋铣程序?
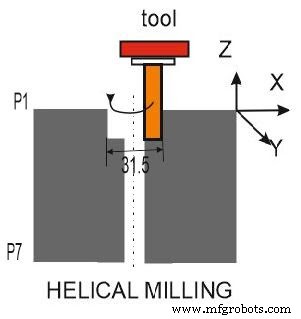
在螺旋铣程序中我们是孔径加宽至31.5mm。让我们看看如何制作螺旋铣的程序;
O1234
描述
N20 -增量坐标系编程,铣床工件坐标目标,所有尺寸为“mm”,选择xy平面,取消固定循环,刀高偏置补偿负;
N30 – 主轴顺时针转速 1200 r.p.m.
N40 – 在 X0 &Z0 位置快速移动。
N50 - 刀具在 Z10 位置移动的快速移动,冷却液开启。
N60- Z 为 0 的线性插值命令。 (刀具接触工件),每转进给率为0.2
N70 - 直线插补指令,其中刀具取X轴位置15.75,刀具半径补偿左。
N80 - 逆时针圆插补 I =-15.75 &Z 轴切深为 -4 .(先切虚点 P0 到 P1)
N90 - 逆时针圆插补 I =-15.75 &Z 轴的切削深度为 -4 。 (从点P1到P2的第二切)
N150 - 直线插补指令,其中刀具返回起始位置 X =0 ,刀尖补偿关闭。
N160 - 刀具在Z50位置移动的快速移动。
N170 - 冷却液关闭,主轴关闭,主程序结束。
数控机床