

用于啄钻的 Fanuc 车床自定义宏
发那科派克钻孔宏
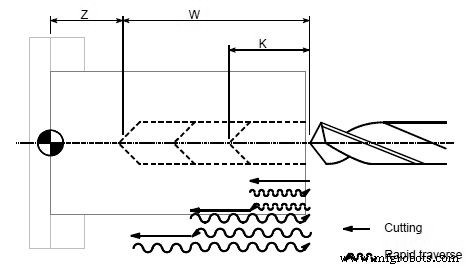
预先沿 X 轴和 Z 轴将工具移动到钻孔循环开始的位置。指定 Z 或 W 为孔的深度,K 为切削深度,F 为钻孔的切削进给率。
以下自定义宏适用于 FANUC 数控控制器,如 FANUC Series 30i/31i/32i-MODEL A
编程
G65 P9100 Z K F
或
G65 P9100 W K F
| 参数 | 描述 |
|---|---|
| Z | 孔深(绝对编程) |
| W | 孔深(增量编程) |
| K | 每周期切削量 |
| F | 切削进给速度 |
自定义宏
主程序
G50 X100.0 Z200.0 ; G00 X0 Z102.0 S1000 M03 ; G65 P9100 Z50.0 K20.0 F0.3 ; G00 X100.0 Z200.0 M05 ; M30
宏程序
O9100; #1=0; (Clear the data for the depth of the current hole.) #2=0; (Clear the data for the depth of the preceding hole.) IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.) IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.) #23=#5002-#26; (Calculates the depth of a hole.) N1 #1=#1+#6; (Calculates the depth of the current hole.) IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?) #1=#23; (Clamps at the depth of the current hole.) N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.) G01 W- [#1-#2] F#9; (Drills the hole.) G00 W#1; (Moves the tool to the drilling start point.) IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.) #2=#1; (Stores the depth of the current hole.) N9 M99 N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)
数控机床