

单刃立铣刀的加工策略

这篇关于加工策略的博客基于我与 DATRON 的应用项目经理一起举办的单刃立铣刀网络研讨会。该网络研讨会的视频如下,其中部分采用了此处详述的策略。网络研讨会和这篇文章的目的都是为了证明单刃立铣刀确实是一种“实用”切削工具,无论他们是运行像 Haas 还是高速等传统 VMC,都应该在每个机械师的工具箱中DATRON 等加工中心。为此,作为网络研讨会的一部分进行的现场铣削演示以 15,000 RPM 的速度进行,以模拟您使用传统 VMC 可能获得的结果,并以 35,000 RPM 的速度进行,以显示您可以通过高速铣削获得的结果机器。其目的不是将传统加工与高速加工进行比较,而是将单刃作为两种铣床的可行且理想的工具。
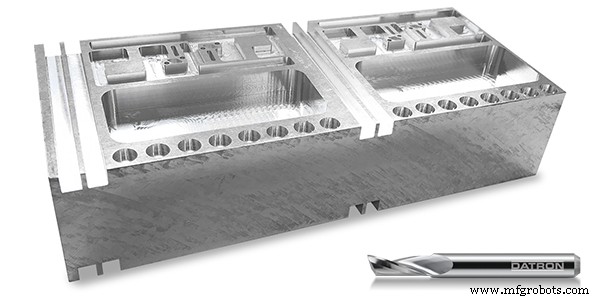
在上述视频的结尾,您可以看到本博客中详细介绍的铣削策略,该策略用于生产此铝制零件的现场铣削演示。
加工策略 - 开槽:
工具部件号:0068806A
工具类型:直径 6 毫米。单刃,四合一
切割宽度:100% (6mm/0.236″)
切削深度:每遍 0.0787 英寸
芯片负载:0.0063″
@ 15,000 RPM:94.5 英寸/分钟进给
@ 35,000 RPM:220 英寸/分钟进给
加工策略 - 进入角度:
工具部件号:0068806A
工具类型:直径 6 毫米。单刃,四合一
切割宽度:100% (6mm/0.245″)
总深度:0.118″
进入角度:5、15、25、90
芯片负载:0.0007″ – 0.0027″
@ 15,000 RPM:10-40 英寸/分钟进给
@ 35,000 RPM:25 – 95 英寸/分钟进给
加工策略——Pocketing(自适应清算)
工具部件号:006803A
工具类型:直径 3 毫米。单刃,四合一
切割宽度:15% (0.45mm / 0.0177″)
切削深度:0.118″
芯片负载:0.0035″
@ 15,000 RPM:53.15 英寸/分钟进给
@ 38,000 RPM:133 英寸/分钟进给
加工策略 - 装袋(传统)
工具部件号:0068803A
工具类型:直径 6 毫米。单刃,四合一
切割宽度:50% (1.5mm / 0.059″)
切削深度:每遍 0.039 英寸
芯片负载:0.0047″
@ 15,000 RPM:70.87 英寸/分钟进给
@ 38,000 RPM:178.6 英寸/分钟进给
加工策略 - 小直径斜坡铣削
工具部件号:0068415E
工具类型:直径 1.5 毫米。单刃,标准
切割宽度:100% (1.5mm / 0.059″)
切削深度:0.015 英寸/次
芯片负载:0.0007″ – 0.0013″
@ 15,000 RPM:10 – 20 英寸/分钟进给
@ 39,000 RPM:29 – 50 英寸/分钟进给
加工策略 - 双向自适应清算
工具部件号:0068810A
工具类型:直径 10 毫米。单刃,四合一
切割宽度:15% (1.5mm / 0.059″)
切削深度:10mm / 0.393″
芯片负载:0.0071″
@ 15,000 RPM:106.3 英寸/分钟进给
@ 32,000 RPM:227 英寸/分钟进给
数控机床