

激光技术变成车削工具
此视频说明了激光车削的工作原理。图片来源:GFH GmbH
在精密加工行业中,激光在零件打标和雕刻之外并没有发挥重要作用,但它们已被添加到瑞士型车床中,主要用于切割医疗应用的管材。激光可用于在这些机器上的空心坯料中创建小孔并生成槽、螺旋、螺旋形状、寡妇和其他复杂几何形状。
现在,新技术使用激光作为切割工具,从实心棒材“车削”零件。该工艺由德国公司 GFH GmbH 开发,用非接触式激光替代传统车削刀具,该激光用超短激光脉冲蒸发材料,同时使用比传统车削方法更少的能量。通过德国 GFH 向美国客户提供的 GL.smart 高速精密车床特别适用于微加工,可在实施传统车削工艺时对通常很精细且难以加工的小型复杂零件提供高精度。
“由于非接触式材料去除,工件在整个加工过程中保持不受力和变形,”GFH 首席执行官 Florian Lendner 解释道。 “这意味着即使使用非常薄且精密的组件,也不会损失精度。”
该机器还将来自一个激光源的光束分开,并将其传送到两个独立的头中,因此它可以同时对两个零件进行车削、铣削、钻孔和雕刻。在结构方面,想象一台双主轴、双托盘立式铣床,每个工位都可以进行车削和五轴加工。
非接触式处理
该机器的核心是二极管泵浦固态激光器,可在工件上以皮秒或飞秒的速度提供脉冲。这种“按需脉冲”技术可以调整材料上的热量输入,从而降低工件过热的可能性。结果,没有张力或部分

高功率激光与光束分离的结合使用可以在两个工作站上同时进行处理。图片来源:GFH GmbH
发生变形。该公司表示,这种工艺非常适合由非常硬和易碎的材料制成的部件。
虽然二极管泵浦激光器是 GL.smart 上的标准激光器,但根据客户的需要,GFH 可以提供不同类型的不同波长、激光功率或脉冲宽度的激光源。使用这些超快和超短激光脉冲,通过粗加工去除尽可能多的材料。精加工零件时,以较低的激光能量达到最终质量。
取决于操作,激光束可以指向零件的中间或切向。例如,如果部件具有固定的要转动的直径,则激光束会切向地撞击材料。但是,如果仅在整个直径上加工某些区域,例如孔,则激光束会撞击材料的中点。
激光一次可以转动/去除的材料深度范围取决于材料和车削过程本身。切向去除,从精加工到粗加工的范围是1微米到200微米,激光束指向中间,范围是0.1微米到10微米(精加工到粗加工)。
加工后,通过操作员手动从夹紧系统中取出成品零件或将零件落入加工区域下方的容器中来处理和收集成品零件。为了从机器中去除被侵蚀的材料,GL.smart 配备了用于收集气溶胶和灰尘的抽吸系统。
“智能”功能
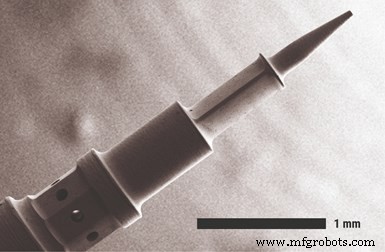
据 GFH 称,为医疗和手表行业提供产品的机加工车间将特别受益于 GL.smart 的微加工能力。该公司表示,例如,该机器可以生产镊子、微型刀片和植入物等微型工具,以及安装在发条装置中的枢轴。
该公司表示,激光车床能够加工几乎任何材料,可以高速、高精度地进行车削、钻孔、切割和雕刻操作。该机床还提供组合加工

GL.smart 的功能多种多样,包括镊子和微型刀片等医用微型工具以及安装在发条装置中的枢轴。
以及同时在两个C轴工位上进行并行加工,使生产效率提高一倍。
由于五轴运动,所有操作都可以在一个设置中执行。因此,无需重新装夹即可对工件进行雕刻、切割、钻孔或结构化。
空气轴承主工件主轴具有扭矩驱动器,可用于分度/定位零件并在 0.4 秒内旋转高达 3,500 rpm。以纳米为单位的径向和轴向同心度使生产具有磨削公差。该机器还提供了一个力控制的张力夹头系统。 GL.smart 的紧凑尺寸为 2,212 毫米(长)×1,026 毫米(宽)×2,320 毫米(高),包含在黑色玻璃外壳中,可防止激光辐射。
该机器最多可配备 16 个同步轴,由其自己开发的系统 GL.control 控制。每个工作站(两个工作站的Z轴相同;每个工作站的Y轴独立)可配备主轴(X轴和A轴)和旋转单元(X-,B-和 C 轴)。剩下的三个轴放在光学盒中进行光束操纵。
CNC 控制激光的精度
该机器的计算机数控(CNC)使用GFH开发的GL.control软件进行编程和控制,由一台单独负责数控软件的计算机和另一台负责操作软件的单元组成。 CNC 集成了 CAD/CAM 功能及其所有子系统。 GL.smart 的快速可编程逻辑控制器 (PLC) 专为激光加工而设计,可为激光控制提供实时访问,因此可以在全轴移动范围内以 40 纳米的精度开启激光。
为零件创建切削 CAD/CAM 程序的过程包括:
- 将 3D 文件上传到机器的软件
- 选择所有要生成的几何图形
- 为激光加工生成 G 代码
- 编辑特定于材质的参数
- 上传到 PLC
- 开始加工工作
Lendner 表示,在为要加工的新型零件设置激光车床时,根据原材料的大小,它可能很简单,也可能更复杂一些。 “如果原材料大小相同,只需更改软件设置即可创建新设计,”他说。 “如果是新型原料尺寸,光学设置和夹持系统也必须改变。”该机器可接受直径达 12 毫米、长度达 2 米的原材料。
构建自定义机器
GFH 为 GL.smart 提供了许多附加组件和附件,可帮助用户为其特定应用构建定制机器。选项包括用于自动化、监控和质量保证的附件。
GL.smart提供的激光车床<乙> 非接触式去除。这意味着即使使用非常薄且精密的组件也不会降低精度。
由于机加工车间自动化的日益普及和必要性,GL.smart 增加了一个六轴机器人工件处理系统和棒料进给器。实施此选项也为熄灯加工提供了机会。
激光车床的其他选项包括作为副主轴的旋转旋转单元和短或长车削设计,或两者兼而有之。夹头和零件导向装置的设置决定了机床是短车削设计还是长车削设计。
GFH 提供以下设备作为 GL.smart 的选项,可通过 GL.control 轻松编程。
低振动激光束: GL.beam 包括从激光器到机器内工艺光学的完整光束路径。激光器按照制造商的低振动操作规范安装并对准在花岗岩底座上。
精密夹紧系统: 对于重复的零件夹紧,机器可以配备 GL.clamp,一种来自 Erowa 的精密夹紧系统。根据要求,也可提供其他制造商的夹紧系统或真空夹紧装置。
监控和光束调整模式: 激光系统可以通过运行模式 GL.om3 和 GL.om4 进行扩展。工作模式3用于过程监控,工作模式4用于光束调整。
扫描仪系统: 对于零件的精确生产或深雕,机器可以配备一个名为 GL.scan 的扫描仪系统。它通过两个振镜将激光束定位在工件上。
光学测量系统: 光学测量系统 GL.vision 有助于在激光下定位组件,还提供了以显微镜分辨率进行光学测量的可能性。
固定光学模块: GL.optifix 模块为激光钻孔、精密切割和烧蚀提供固定光学器件。光学系统中没有运动部件,从而将定位误差降低到轴系精度。
距离模块: GL.distance 模块可满足微钻孔和精密切割的最高精度要求。零件表面的偏差和公差可以在加工前记录和修正。
GFH 有限公司 | gfh-gmbh.de/en/
工业设备