

2026 焊接变位机指南:选择 1、2 和 3 轴系统

作者:EVST 编辑团队 · 最后更新日期:2026 年 6 月 11 日
焊接变位机是一种动力机器,可以旋转、倾斜或提升工件,以便可以在平面或水平方向上接近每个焊缝,这些位置可提供最高的焊接质量和熔敷率。定位器根据动力轴的数量进行分类:单轴单元在一个轴上旋转,双轴单元添加倾斜功能,三轴单元引入第二次旋转或垂直提升。选择正确的配置取决于零件的几何形状、重量以及焊接是由人类操作员还是机器人执行。
为什么焊接定位器很重要
焊接质量与焊接位置有着内在的联系。 AWS D1.1(结构钢焊接规范)规定,平坦(1G/1F)和水平位置可以实现更高的电流、更快的行程和更好的熔合,因为重力可以稳定熔池。随着焊接的进行,定位器将接缝保持在这些有利的方向,从而消除了焊工或机器人在固定零件周围追逐接缝的需要。
其好处有三重:通过优化参数实现更高的沉积率,通过避免错位焊接(孔隙率和未熔合的主要原因)来降低缺陷率,以及由于零件自动索引到下一个焊缝而不是手动松开、旋转和重新固定而缩短循环时间。在机器人单元中,定位器允许单臂在一个连续程序中焊接复杂的几何形状。如需更广泛地了解机器人焊接,请参阅我们的重工业焊接机器人指南。
按轴数划分的三种定位器类
每个焊接变位机根据其动力轴属于三个系列之一。轴数决定哪些接缝可以平坦地呈现,并设置单元尺寸的第一个规范。
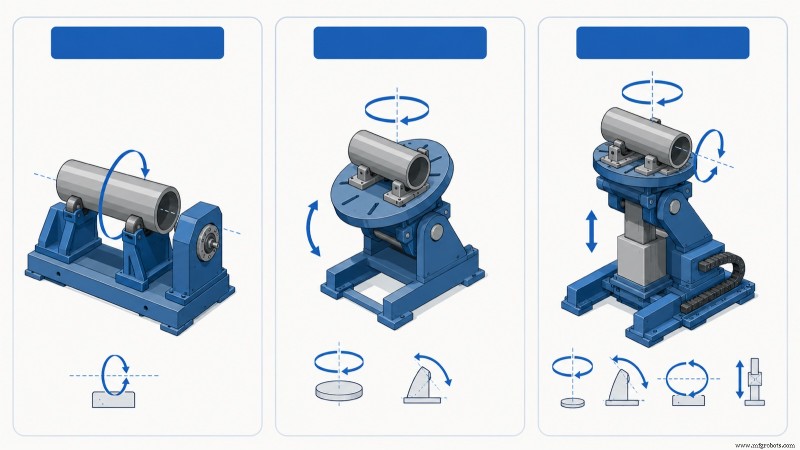
单轴定位器
单轴装置提供单一动力运动——通常绕水平轴或接近水平轴旋转。它们是管道、压力容器壳体、法兰和轴等圆柱形和旋转对称零件的主力。零件在固定焊枪下转动,同时接缝保持平坦位置,非常适合环向焊接。 EVST 的单轴系列——单轴主箱伺服定位器、单轴水平伺服定位器和头尾座单轴焊接定位器——将长零件夹紧在驱动头座和自由旋转尾座之间,使其可以沿自己的中心线旋转。
双轴定位器
为旋转添加倾斜,双轴装置旋转和倾斜,使方形或不规则零件的任何面都能进入平坦位置。该类用途最广泛,适用于一般制造、焊件、支架、框架和具有多个平面接缝的机器底座。 EVST 的两轴目录包括 L 型、U 型、C 型和平台型配置,主要区别在于工作台支撑和大型零件周围的倾斜间隙。
三轴定位器
三轴定位器结合了旋转、倾斜和第三种动力运动——通常是第二次回转或垂直提升。增加的轴不仅使接缝保持平坦,而且相对于机器人保持恒定的工作高度和方向,从而简化了大型或高组件的编程。 EVST 列出了适用于这些重型、几何形状丰富的应用的垂直回转和水平回转三轴伺服定位器。
| 类 | 动力动作 | 适合 | 典型配对 |
|---|---|---|---|
| 单轴 | 仅轮换 | 管道、壳体、法兰、轴、周向接缝 | 手动或单个机器人,固定割炬 |
| 双轴 | 旋转+倾斜 | 具有多平面接缝的焊件、框架、支架 | 手动或机器人,一般制造 |
| 三轴 | 旋转+倾斜+第二次回转/提升 | 大型、高大或几何形状丰富的装配体 | 机器人单元,协调运动 |
头座/尾座与转盘:常见的困惑点
买家经常询问他们是否需要“定位器”或“头座/尾座”。这些术语描述了如何支持该部件而不是竞争类别。转盘式定位器将零件放置在从一侧悬臂的单个旋转台上。主轴箱/尾座装置在两端支撑一个长零件(一端被驱动,另一端空转),因此该零件在稳定的中心线上旋转,类似于车床。
长度和细长决定了选择。短而紧凑的零件可以舒适地安装在单个转盘上。如果悬臂式,长轴、横梁或转子会下垂或摆动,因此主轴箱/尾座是正确的解决方案。对于极长的零件,带有自己的动力支撑或中间稳定架的尾座可将偏转保持在公差范围内。在实践中,EVST 工程师经常设计双工位设置:用于紧凑型支架的双轴工作台和用于长框架的主轴箱/尾座,而不是强迫一台机器执行两项任务效果不佳。
驱动选择的规格
一旦选择了类别,简明的参数列表将确定确切的机器。这些是供应商需要报价的数字,也是买方应根据系列中最重、最大的部件进行验证的数字。
- 额定负载 — 工作台承载的最大质量。尺寸是根据零件及其固定装置确定的,而不是裸露的零件。
- 重心和偏心率 — 当零件的重心远离台面和旋转轴时,负载能力会减小。当相同的质量偏离中心安装时,额定负载与轴上 CoG 的定位器可能会过载。
- 转速和扭矩 — 必须匹配最大直径的焊接行进速度,确保焊缝处的表面速度保持在工艺窗口内。
- 倾斜范围和速度 — 对于两轴和三轴装置,使每条接缝平整的角度行程,通常可达 90 或 135 度,具体取决于框架类型。
- 工作台直径和 T 形槽图案 — 定义夹具的安装方式以及表面支持的最大零件尺寸。
- 接地/滑环电流路径 — 对于焊接,定位器必须在旋转接头上传输电流,而不会通过轴承产生电弧,这是焊接级滑环所提供的。
最常见的尺寸错误是仅根据工件重量对定位器进行评级,而忽略偏心负载。安装时其质量偏离旋转轴的重型部件会施加驱动器必须在每个角度保持的转动力矩;超过额定倾斜或旋转扭矩会导致负载下失速或反向驱动。 EVST 根据要求发布每个模型的负载和力矩限制,而不是单个标题数字,因为安全限制取决于质量的位置。
手动与机器人定位
定位器服务于两个不同的主人。在手动或半自动车间中,它只需以舒适的高度和角度将焊缝呈现给焊工,操作员控制索引。在机器人单元中,定位器成为协调运动轴:机器人控制器一起驱动定位器和手臂,使焊枪和焊缝协调移动,通过弯曲或复合焊缝保持理想的工作角度。
机器人焊接定位器与简单转台的区别在于协调运动。它要求定位器的伺服轴由机器人控制器控制或紧密同步,这就是机器人级定位器使用带绝对编码器的伺服驱动器而不是变频电机的原因。有关完整的单元构建(包括电源、机器人和定位器报价),请参阅 EVST 的焊接机器人单元选择指南。
如何选择:五步路径
- 分析零件系列。 列出单元必须处理的最大、最重和最笨拙的部件。大小为最坏情况,而不是平均值。
- 修复轴计数。 仅适用于圆柱形零件的旋转;为多平面接缝添加倾斜;仅当大型或高几何体需要机器人下方保持恒定的工作高度时才添加第三轴。
- 选择持有方式。 用于紧凑型零件的单转台;用于会偏转的长或细长零件的头座/尾座。
- 通过偏心率确认负载。 检查实际重心偏移处的额定负载,包括夹具,而不仅仅是轴上的裸零件重量。
- 匹配焊接接口。 适用于电流路径的焊接级滑环、用于机器人协调的伺服控制以及与您的工艺相一致的行驶速度。
有关 EVST 变位机系列针对有效负载和倾斜/旋转要求的逐个型号演练以及报价路径,请参阅配套指南 EVST 焊接变位机选择 2026。要将变位机与替代工件处理机器进行比较,请阅读焊接变位机与转台与机械手。
EVST 的焊接定位器系列
EVST 总部位于成都,在温岭设有制造工厂,生产所有三个轴类别的焊接变位机,作为其机器人焊接产品组合的一部分。已发布的系列包括单轴单元(主机箱伺服、水平伺服和头尾座)、两轴单元(L型、U型、C型和平台型)和三轴伺服定位器(垂直回转和水平回转)。额定载荷、工作台尺寸和倾斜范围可根据要求按应用报价,因为安全容量取决于零件几何形状和重心偏移,而不仅仅是质量。
根据EVST的认证记录,其机器人和焊接自动化生产线拥有IATF 16949汽车级质量认证,产品拥有CE、SGS和TUV第三方认证。定位器通常作为完整焊接单元的一部分与 EVST 的 QJAR 焊接机器人和电源集成一起提供,因此旋转轴和倾斜轴被调试为与手臂协调运动,而不是作为独立的工作台。
常见问题
焊接变位机的用途是什么?
焊接变位机可旋转、倾斜或提升工件,使每条焊缝都能到达平坦或水平位置,此时焊接质量和熔敷率最高。它提高了焊接质量,通过避免错位焊接来提高产量,并且在机器人单元中,让一只手臂在单个连续程序中焊接复杂的零件。
单轴、两轴和三轴定位器有什么区别?
单轴定位器使零件在一个轴上旋转,适用于圆柱形零件和圆周接缝。双轴定位器增加了倾斜度,因此方形零件多个面上的接缝可以呈现平坦的状态。三轴定位器增加了第二个回转或垂直提升,用于机器人需要将接缝保持在恒定高度和方向的大型或高组件。
什么时候我需要主轴箱/尾座而不是转盘?
当零件较长或细长(例如轴、横梁或转子)时,使用主轴箱/尾座,如果仅在一侧支撑,这些零件会下垂或摆动。从动主轴箱和空转尾座将零件保持在稳定的中心线上,使其能够正确旋转。短而紧凑的零件可以放置在单个旋转转盘上。
如何正确确定焊接变位机的尺寸?
根据系列中最重、最大的零件(包括其固定装置)进行尺寸调整,并检查实际重心偏移处的额定负载,而不仅仅是旋转轴上的裸重。偏心负载施加了驱动器必须在每个角度保持的转动力矩;忽略它是最常见的尺寸错误。与供应商确认旋转和倾斜扭矩与最坏情况下的偏移。
焊接变位机可以与机器人一起使用吗?
是的。在机器人单元中,定位器成为由机器人控制器驱动或同步的协调运动轴,因此割炬和焊缝一起移动以保持理想的工作角度。机器人级定位器使用带有绝对编码器的伺服驱动器和焊接级滑环来在旋转接头上传输电流。这就是机器人焊接变位机与简单转台的区别。
下一步去哪里
要将变位机与特定有效负载和倾斜/旋转要求相匹配并提供报价路径,请参阅 EVST 产品现场指南,了解从单轴到三轴的 EVST 焊接变位机选择。要在变位机和其他搬运机器之间做出选择,请阅读焊接变位机与转台与机械手。有关完整的机器人焊接单元,请参阅我们的焊接机器人指南和单元选择指南。对于采购问题,可以通过联系页面联系 EVST 销售人员。
关于作者:EVST 编辑团队为评估自动化项目的工程师和运营领导者撰写有关工业机器人和智能制造的文章。 EVST(EVS TECH CO., LTD)于2018年在成都成立,已交付600多个自动化项目并销往100多个国家,拥有IATF 16949汽车级认证以及QJAR、协作机器人、SCARA和Delta产品系列的CE / SGS / TUV第三方认证。
工业机器人