

MMF #1:Bennett 的 3D 打印活铰链
更新: 如果您想了解有关设计弯曲元件和活动铰链的更多信息,请观看有关设计弯曲元件和活动铰链的网络研讨会录音!
原帖: MarkForged机械特性 [MMF] 是一系列博客文章,详细介绍了使用 MarkForged 打印机设计常见传统工程部件和复合材料增强 3D 打印机械特性的最佳实践
欢迎来到 Markforged Mechanical Features 的第一版!我们定期收到客户的问题,寻求帮助将他们习惯于设计的机械特征集成到 3D 打印部件中,以利用 Markforged 材料的功能强度。为了帮助传播这些知识,我们将定期发布有关特定工程功能的文章,并为您提供有关如何充分利用 MarkForged 打印机的提示和技巧。
今天,我们将讨论活动铰链 .在最基本的层面上,活动铰链是零件的一个薄的、整体的机械特征,通常由塑料制成,它通过塑料的弯曲变形产生类似铰链的功能(绕单轴旋转)。如果这有点技术性,您可能已经在各种常见消费品中看到了活铰链——从牙线容器的顶部到洗发水瓶。由于其出色的坚固性和性能以及最少的后处理或组装步骤,它们在消费品的注塑成型包装中无处不在 - 借助 MarkForged,您可以通过工业强度的 3D 打印将它们构建到您的设计中。
技术术语 - 如果您已经是活动铰链的专业人士,请随时跳过此部分
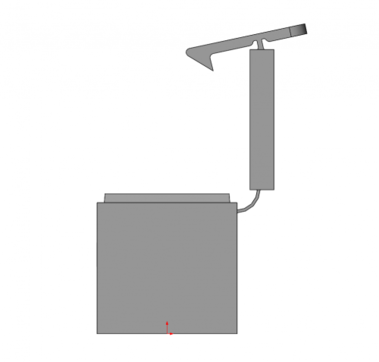
让我们从一些基本术语开始。下面是我们将在稍后讨论的示例活动铰链部件的标记图。
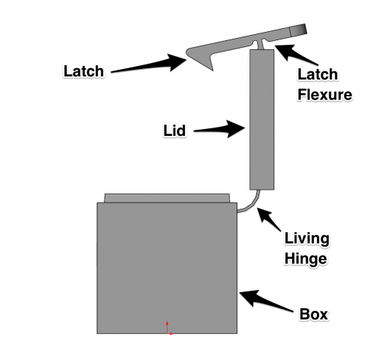
值得注意的是活动铰链和闩锁弯曲部分。两者都是灵活的功能,允许沿单个轴进行受约束的旋转。虽然它们在技术上都是活铰链,但它们有两种不同的功能,它们不同的几何形状反映了这一点。
为了帮助演示 3D 打印的活动铰链,我在 Markforged 的一位机械工程师同事中寻求了帮助。 Bennett 是一名高级机械工程师,之前在一家大型医疗机器人公司工作了三年,设计机电系统和注塑外壳。他是我们的 3D 建模大师之一,是一名常规的 Solidworks 忍者,并且对将核心机械设计带入 3D 打印世界有着根深蒂固的兴趣。他最近还在办公室设计了一堆活铰链。
贝内特: 我开始打印活动铰链是因为我的兄弟(他是湾区的机械工程师)让我打印他在 Mark Two 上设计的一些样品部件。他在消费电子领域工作,其中按扣和铰链是硬件设计的主要部分。通常,这些类型的零件使用基于立体光刻的 3D 打印工艺 (SLA) 进行原型制作,该工艺可以很好地作为初始形状和配合检查。但是,由于 SLA 打印中使用的材料的脆性,您可以有效地创建一次性零件,因为铰链通常在一个循环后就会断裂。 SLA 允许您可视化零件在多种配置中的外观,但它不允许对最终用途零件进行功能模拟。 SLA 原型的替代方法是装配和拍摄测试注塑模具。这是一个昂贵的,更重要的是,很长的交付周期过程,不适合快速设计迭代。我哥哥很想知道 MarkForged 打印机是否是更好的选择,并给我发送了一些示例零件的 STL 文件进行打印。当天晚些时候,我开始在艾格峰进行设置,并在家里的马克二号上开始打印。
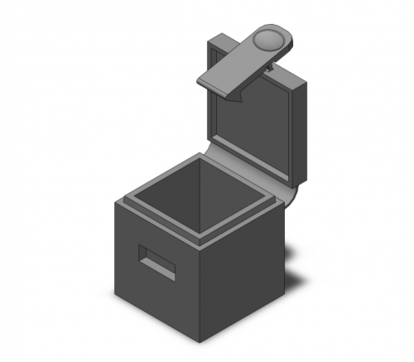
在我兄弟的零件上使用活动铰链使我开始试验 Mark Two 上 3D 打印活动铰链的不同设计参数。下面的方框是我创建的一个简单示例,其中包含了我在使用我兄弟的 3D 模型文件时制定的一些设计指南。
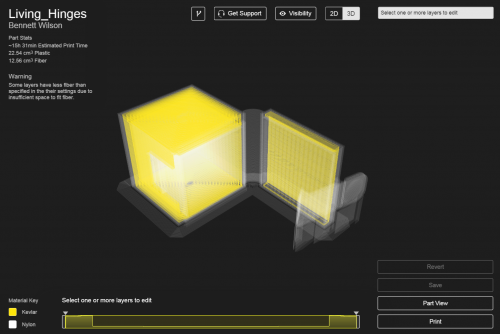
尼克: 打印活动铰链最重要的部分之一是在 Eiger 中使零件方向正确。活动铰链通常可以由尼龙(用于更灵活的铰链)或凯夫拉纤维增强尼龙(用于更硬但承载力更高的铰链)制成,但在任何一种情况下,它们都需要打印铰链的侧面轮廓指向 Z 轴的方向。另一种描述此方向的方法是铰链的完整侧面轮廓,如下所示,必须位于水平 XY 平面内。
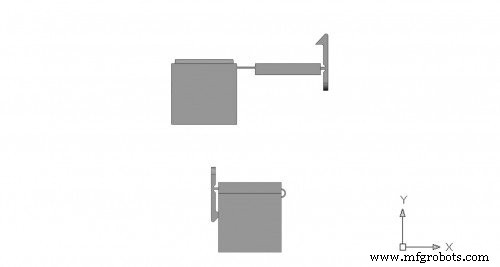
造成这种情况的原因有两个,并且极大地影响了铰链强度:首先,纤维只能铺设在 XY 平面中,因此要沿铰链长度铺设 Kevlar,它必须如此定向。其次,一层印刷的尼龙拉伸强度远大于尼龙的层间粘合强度。这两个现实都导致需要按照以下 Eiger 屏幕截图所示的方向打印活动铰链。
我们的新用户在开始设计 3D 打印时经常面临的一个常见挑战是了解 3D 打印部件的各向异性。
技术条款
各向异性材料 - 一种具有方向依赖的材料特性的材料,通常是机械的,沿着材料截面的各个轴 - 例如,许多木材很容易沿着它们的纹理线分裂,但很难打破或切割纹理,这是各向异性的一个很好的例子。相反的是各向同性材料,例如许多金属,无论取向如何,它们都具有更均匀的特性。/技术术语
贝内特: 就像上面提到的尼克一样,使用 FFF 技术,您将在 XY 平面上获得最大的力量,因此您应该利用这一点。此外,关于尼龙设计,我最喜欢的事情之一是它的抗疲劳性。当您结合这两个因素时,活动铰链的最佳方向将具有水平 XY 平面中的铰链横截面。当你加厚铰链时,你会增加它的刚度。在这部分,有一个需要完整 180 度运动的盖子铰链,以及一个对角运动的要求要小得多的闩锁铰链,但在快速关闭时应该保持盖子关闭。基于这些要求,我将盖子铰链做得尽可能薄,同时增加了闩锁铰链的厚度以提高刚度,并促使盒子保持锁定状态,直到用户有意打开为止。我模拟了处于中间位置(打开 90 度)的盖子,并稍微关闭闩锁铰链以帮助其卡入到位。 3D 打印的柔性部件与注塑成型的部件非常相似,除非它们发生显着的塑性变形,否则往往会恢复到打印时的状态,因此在设计部件所需的中性位置时应牢记这一点。
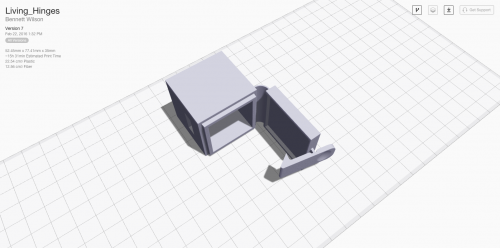
接下来是将东西移入艾格峰。我旋转了零件以确保我的铰链以所需的方向打印,并打开了光纤。我使用了同心填充,旨在用纤维完全填充零件,并将设置应用于整个零件。 Eiger 警告我没有足够的空间来安装纤维,但这是预料之中的,因为我设计的铰链本身小于纤维增强所需的最小厚度。然而,使用 Mark Two,我能够在整个部件的底部以及盖子上安装纤维而不会出现问题——这是我用 Mark One 永远无法做到的,因为这个部件的尺寸很小.我还为这部分打开了边缘设置,以确保我的高薄部分在早期层得到完全支撑。
技术细节
- 盖子铰链厚度:0.7 毫米,以获得最大的灵活性
- 闩锁铰链厚度:1.2 毫米,以提高刚度以防止意外打开
- 在选择最终打印配置之前,在打开和关闭位置对零件进行建模以确认弯曲半径是否合适
想自己打印吗? Bennett 的 Solidworks 文件:Living_Hinges CAD SW 文件
Eiger-ready:Living_Hinges STL
3D打印