

材料喷射3D打印简介
什么是材料喷射?
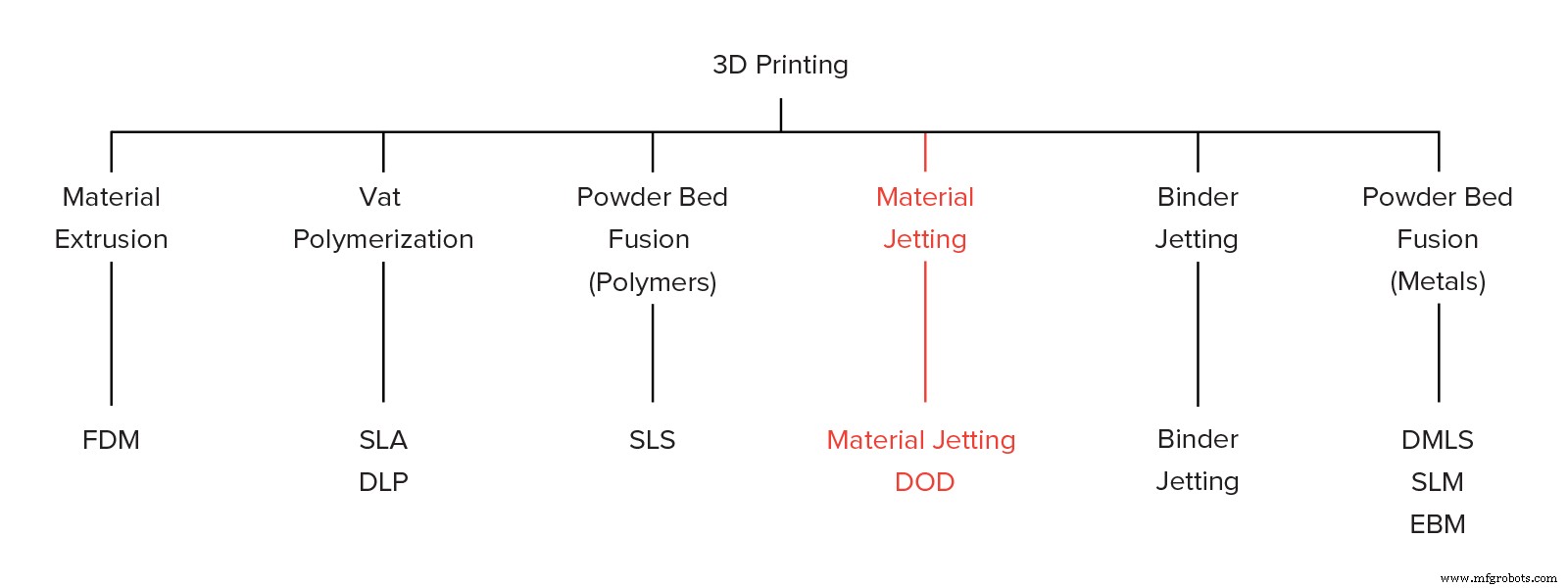
材料喷射 (MJ) 是一种增材制造工艺,其运行方式与 2D 打印机类似。在材料喷射中,打印头(类似于用于标准喷墨打印的打印头)分配在紫外 (UV) 光下固化的感光材料液滴,逐层构建部件。 MJ 中使用的材料是液态的热固性光聚合物(丙烯酸树脂)。
MJ 3D 打印制造具有非常光滑的表面光洁度的高尺寸精度零件。 Material Jetting 提供多材料打印和多种材料(例如类 ABS、类橡胶和全透明材料)。这些特性使 MJ 成为视觉原型和工具制造的非常有吸引力的选择。然而,材料喷射有一些我们在本文中提出的关键限制。
MJ 工艺的一种变体使用按需滴注 (DOD) 打印头来分配粘性液体并制造蜡状部件。 DOD 几乎专门用于制造熔模铸造模型,因此我们不会在此进一步讨论。
材料喷射是如何工作的?
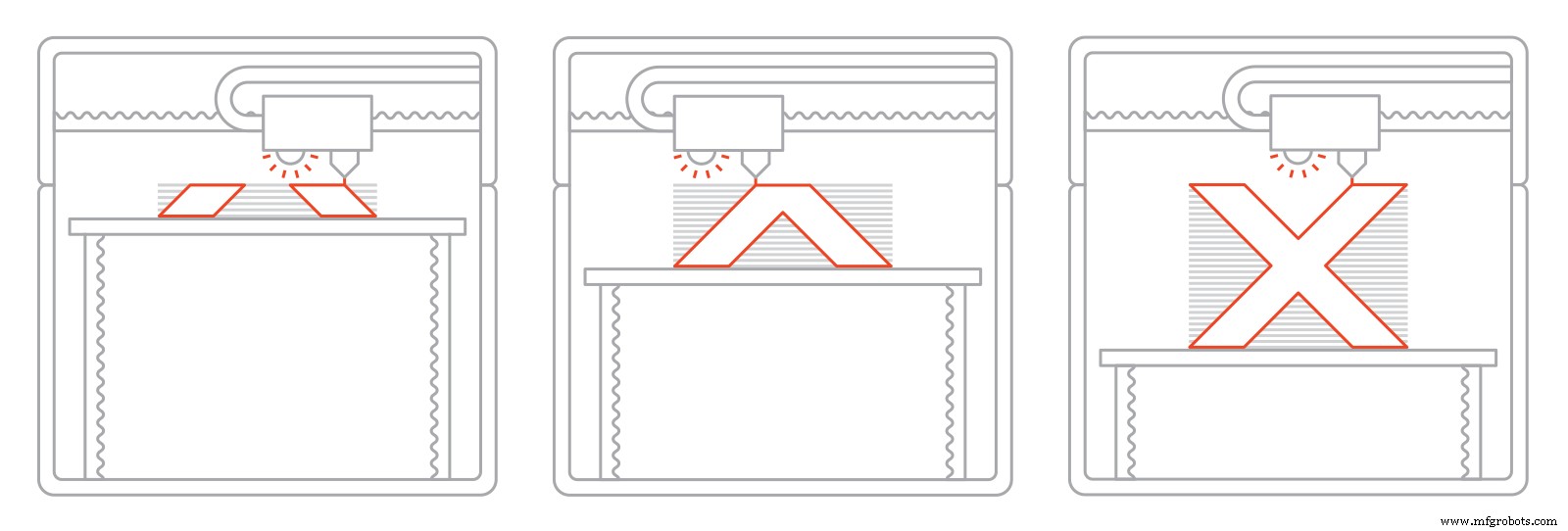
这就是 MJ 打印过程的工作原理:
I. 首先,将液态树脂加热到 30 - 60oC 以达到最佳的印刷粘度。
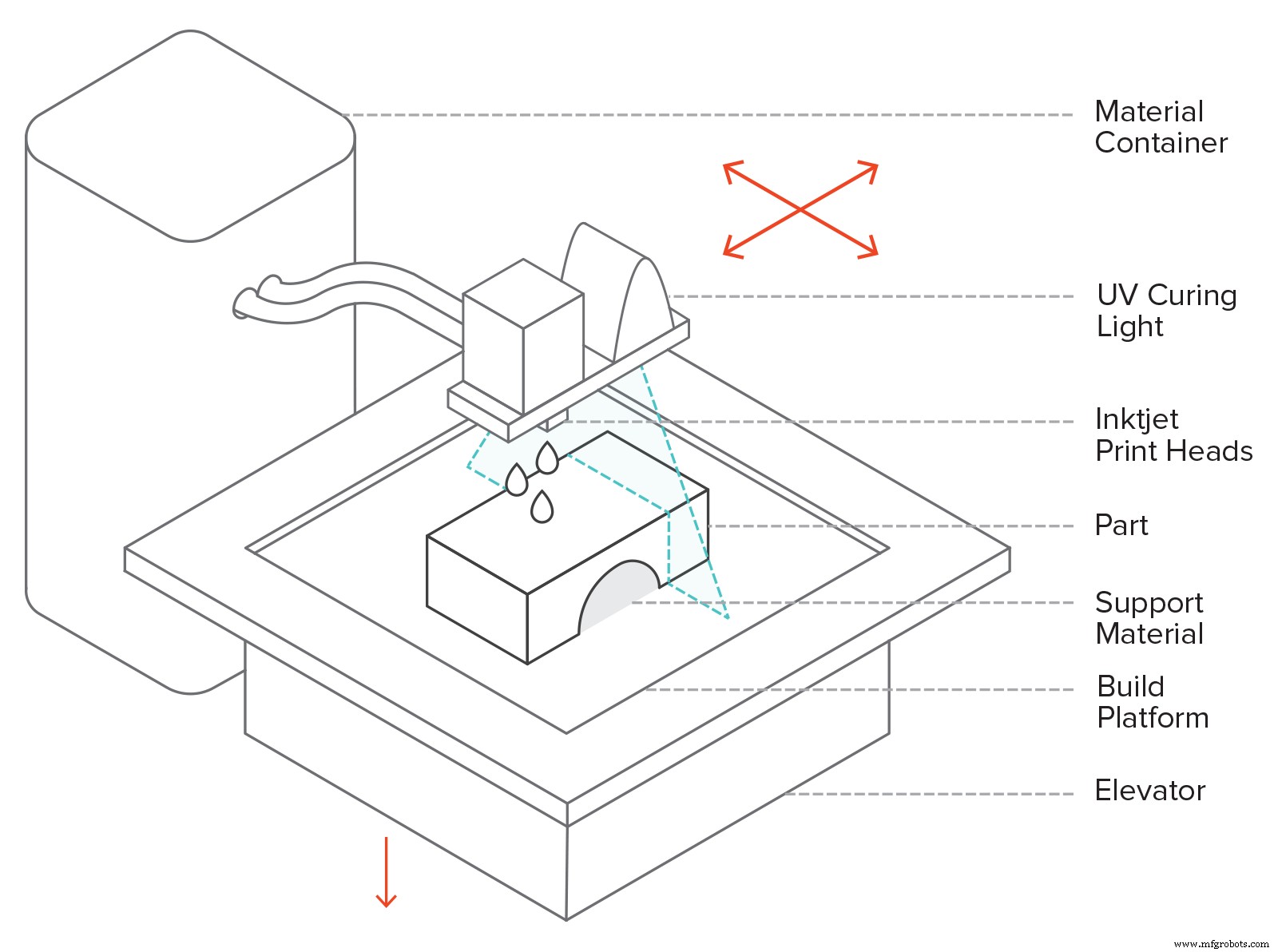
二、然后打印头在构建平台上移动,数百个光敏聚合物微小液滴被喷射/沉积到所需位置。
三、连接到打印头的紫外线光源固化沉积的材料,使其固化并形成零件的第一层。
四。图层完成后,构建平台向下移动一层高度,并重复该过程,直到整个部分完成。
与大多数其他 3D 打印技术不同,MJ 以逐行方式沉积材料。多个喷墨打印头并排连接到同一载体上,并在一次通过中将材料沉积在整个打印表面上。这允许不同的喷头分配不同的材料,因此多材料打印 , 全彩印刷 和分配可溶解的支持 结构简单明了,应用广泛。材料喷射中总是需要支撑结构,并且需要去除后处理。
在材料喷射中,液体材料通过称为光聚合的过程固化。这与 SLA 中使用的机制相同。与 SLA 类似,材料喷射部件具有均质 机械和热性能,但与 SLA 不同,它们不需要额外的后固化来实现其最佳性能,因为使用的层高非常小。
材料喷射的特点
打印机参数
在材料喷射中,几乎所有的工艺参数都是由机器制造商预先设定的。由于液滴形成的复杂物理特性,甚至层高也与每种特定材料相关联。典型的层高 用于材料喷射的材料为 16 - 32 微米。
材料喷射被认为是最精确的 3D 打印技术之一。 MJ 系统具有尺寸精度 ± 0.1%,典型下限为 ± 0.1 mm(有时低至 ± 0.02 mm)。可能会发生翘曲,但它不像其他技术(如 FDM 或 SLS)那样常见,因为打印发生在接近室温的温度下。出于这个原因,可以非常精确地打印非常大的零件。典型的构建大小 大约为 380 x 250 x 200 毫米,而大型工业系统可高达 1000 x 800 x 500 毫米。
多材料全彩打印
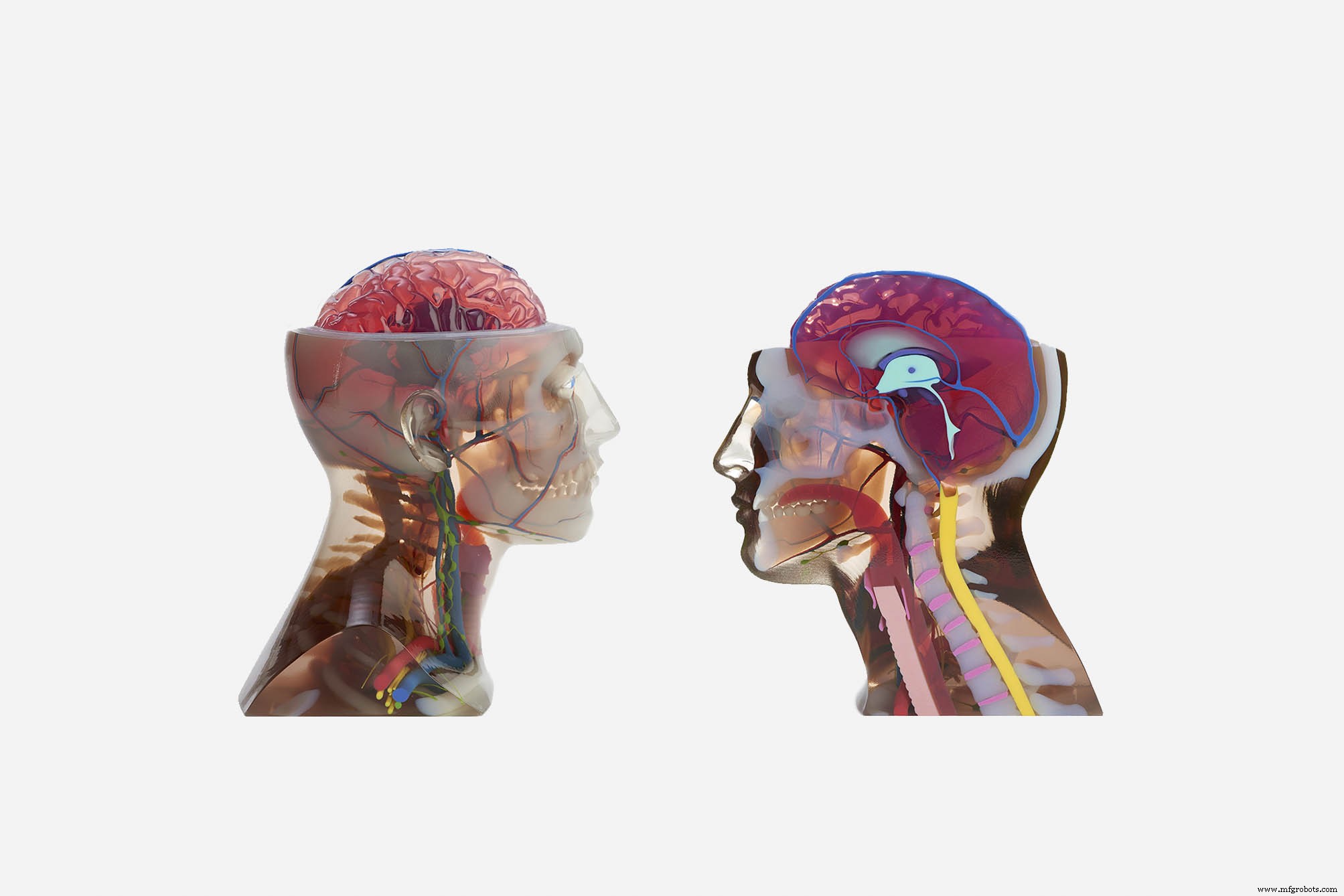
材料喷射的一个关键优势是能够生成代表最终产品的准确的多材料和多色印刷品。
多材质 和多色 MJ 中的打印可以用于三个不同的级别:
- 在构建区域级别 ,不同的部件可以同时打印不同的材料或颜色,加快了制造过程。
- 在部件级别 ,可以指定零件的不同部分以不同的材料或颜色进行打印(例如,创建一个带有灵活按钮的硬壳,用于通过触觉反馈进行原型设计)。
- 在物质层面 ,两种或多种印刷树脂可以在分配前以不同的比例混合,形成具有特定物理特性(如硬度、刚度或色调)的“数字材料”。
要为零件的特定区域指定不同的材料或颜色,必须将模型导出为单独的 STL 文件。在混合颜色或材料属性以创建数字材料时,必须将设计导出为 OBJ 或 VRML 文件,因为这些格式允许基于每个面或每个顶点指定特殊属性(例如纹理或全色) .
支持结构
材料喷射中始终需要支撑结构。支撑件始终使用辅助可溶解材料印刷 可以在打印后使用加压水或浸入超声波浴中去除。
材料喷射部件的表面非常光滑,移除后几乎没有支撑迹象。
与 FDM 或 SLA 等其他 3D 打印技术相比,MJ 中的零件方向更加灵活。但它仍然很重要,因为大量使用支撑材料也会增加总体成本。
哑光与光泽
Material Jetting 提供了以光泽或哑光设置打印零件的选项。
在光面设置 ,仅在结构需要时才添加支撑材料(即用于悬垂)。不与支撑直接接触的表面将具有光泽表面,而支撑区域将是哑光的。在遮罩设置 ,无论方向或结构要求如何,都会在整个零件周围添加一层薄薄的支撑材料。这样所有表面都具有哑光效果。
当光滑的光泽表面时应使用光泽设置 是需要的。由于使用的材料较少,因此印刷光泽纸的成本较低。使用此设置的缺点是打印部件的光洁度不均匀,顶部有光泽的表面上的锋利边缘和角落会略微变圆。
准确度时应使用遮罩设置 和均匀的表面光洁度 是一个要求。哑光设置的成本略高,因为使用了更多的材料并且需要额外的后处理时间。值得注意的是,哑光设置打印的零件表面硬度也相对较低。

常用材料喷射材料
材料喷射使用的热固性光聚合物树脂在性能和限制方面与 SLA 中使用的树脂相似(它们易碎、热变形温度低且易于蠕变)。它们以较不粘稠、类似墨水的形式出现,每公斤的成本要高得多(约 300 至 1000 美元)。
多材料打印是 MJ 的关键优势,因为它可以创建准确的视觉和触觉原型。还提供针对特定行业优化的特种材料,例如用于模具(注塑成型、热成型等)和医疗应用的材料。
下表总结了最常用的MJ材料的优缺点:
| 材料 | 特点 |
|---|---|
| 标准 | 刚性不透明塑料 模拟注塑件 脆的 |
| 灵活 | 橡胶状 可自定义硬度 断裂伸长率差 |
| 仿聚丙烯 | 模拟 PP 零件 良好的抗弯强度 脆的 |
| 模拟ABS | 耐高温 用于模具和低运行注塑模具 脆的 |
| 浇注料 | 烧完无灰 针对熔模铸造进行了优化 |
| 高温 | 良好的温度稳定性(高达 80 o C) 高强度 脆的 |
| 透明 | 玻璃外观 可以后处理到 100% 清晰 |
| 医学级 | 可消毒 短期生物相容性 用于牙科和医疗应用 |
材料喷射的优点和局限性
该技术的主要优缺点总结如下:
材料喷射可以生产表面与注塑成型相当的光滑零件,并且尺寸精度非常高。
使用 Material Jetting 创建的零件具有均匀的机械和热性能。
MJ 的多材料功能可以创建准确的视觉和触觉原型。
材料喷射部件主要适用于非功能性原型,因为它们的机械性能较差(断裂伸长率低)。
MJ 材料具有感光性,其机械性能会随着时间的推移而降低。
该技术的高成本可能使材料喷射在某些应用中在经济上不可行。
此处讨论的每个方面的详细 [](/knowledge-base/how-design-parts-material-jetting-3d-printing/) 设计指南将在知识库本节的后续文章中给出。材料喷射的主要特点总结如下表:
| 材料喷射 | |
|---|---|
| 材料 | 丙烯酸光聚合物(热固性) |
| 尺寸精度 | ±0.1%(下限±0.05 mm) |
| 典型构建大小 | 380 x 250 x 200 毫米(最大 1000 x 800 x 500 毫米) |
| 常用层厚 | 16 - 32 微米 |
| 支持 | 始终需要(使用可溶解材料打印) |
经验法则
- Material Jetting 非常适合创建逼真的视觉和触觉原型,其表面非常光滑,类似于注塑件。
- Material Jetting 提供可用于模具和注塑成型制造的工程材料。
- 材料喷射可以生产非常大的零件(大至 1000 x 800 x 500 毫米),而不会影响精度(通常为 ± 0.1%)。
- 对于多材料或多色打印,将您的设计导出为多部分 STL 文件。如果需要渐变,请使用 OBJ 或 VRML 文件格式。
3D打印