

填充类型在 3D 打印中的重要性
所有 3D 打印机的用户都知道,3D 打印的零件有两个截然不同的区域,即外壳和填充物(infill)。这两个值的正确参数化会影响机械阻力、光洁度、印刷时间和成本。外壳是工件的外壁,其中包括与印刷基底接触的层和决定最终表面光洁度的顶层。
在本文中,我们将重点关注作品的内部部分,即填充 .层压程序(Cura3D、Simplify3D 等)允许我们选择形状和百分比 我们想要的填充物。接下来我们列举最重要的可能配置。
3D 打印中的填充百分比
填充占据工件内部的材料量 .通常,轧制程序允许修改材料的百分比 0%(空心部分) 至 100%(完全固体部分) .总是说到相同的层高和外壳宽度配置,填充百分比的理想值取决于相关部件的最终应用。最常用的百分比,许多层压程序将其用作标准数据 , 是 20% .有了这个百分比,您可以获得具有中/高强度、低重量和非常高效的打印时间的零件 , 它转化为具有良好阻力/成本比的零件。
对于非功能性原型、模型和其他简单暴露的对象,建议填充率为 10%。如此低的百分比,不需要抵抗任何类型压力的复杂图形或物体的长时间打印时间就会减少。相反,每个用户都清楚,为了获得最大的抗拉强度,他们必须使他们的部件 100% 填充,但这意味着更高的成本,包括时间和材料,而且部件更重。在已经提到的值之外,我们建议根据阻力/打印时间详细研究每个案例,考虑到从 25% 到 50% 的填充物,阻力增加 25% 和从 50%到 70% 的填充阻力仅增加 10%。
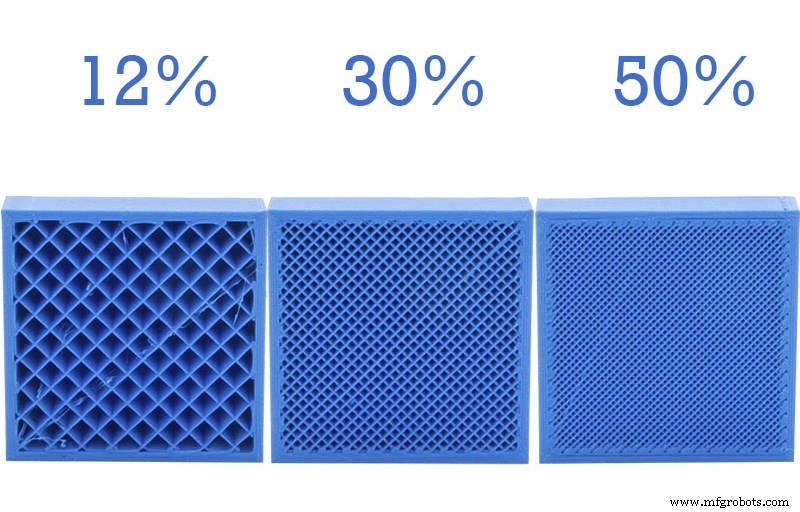
图 1:不同的填充百分比
我们的建议是使用 10% 填充不支持负载的图形和对象,20% 用于中/低负载的正常使用,60% 如果您需要制作具有中等阻力的最终作品 并有效地进行穿孔或拧紧,最终 100% 达到材料的最大强度。我们要强调的是,零件的制造方向会影响最终阻力,也就是说,方向与填充百分比一样重要。
填充类型
根据所使用的层压软件,有不同类型的填充,但四种最常用 (矩形、三角形或对角线、摆动和蜂窝)出现在所有(Simplify3D、Cura3D、Slic3r 等)中。

矩形填充
默认情况下,这些软件使用矩形填充,这是合乎逻辑的,因为它在各个方向都具有坚固的结构,并且在相互叠加垂直层时速度相对较快。

三角形填充
三角形填充物被应用,就像在日常生活的结构中一样,以在墙壁的方向上实现最大的阻力,这是由于形成每层的线在 45° 时所施加的力的一半分解。

摆动 填充
相反,如果我们的需求是获得尽可能灵活、可压缩和柔软的部件,那么最好的填充物就是 Wiggle。这种锯齿形填充物增加了回弹力并提供了足够的支撑以确保工件顶部的总涂层。

蜂巢 填充(三六角)
最后,依靠智慧的自然,六边形的蜂窝填充物(蜂板)被广泛用作芯材,为碳纤维和其他类型纤维制成的部件提供强度。在 3D 打印中,FDM / FFF 为部件提供了各个方向的强大阻力,比矩形填充更大,但打印时间更长。
我们认为,矩形填充足以满足 90% 的 3D 打印应用 ,剩下的 10% 是应该使用非常特殊的填充物的情况。
我们对选择填充物的建议
填充物的正确配置是在 FDM / FFF 3D 打印制成的零件中获得所需阻力的非常重要的一步。我们的建议是对非功能部件、模型或原型使用密度为 10% 的矩形填充物,对承受低/中负载的正常使用部件使用 20% 填充物,对必须承受高负载的元件使用 60% 填充物。 填充类型和百分比值也必须根据每种类型进行调整 3D 打印机 、和 ,如果材料 使用刚性(PLA、ABS、PETG、尼龙等)或柔性(Filaflex TPE 或 TPU)以获得最佳效果。
3D打印