

3D 打印中的暂停:插入和颜色变化

当 3D FDM 打印机的用户达到一般知识时,他会寻求增加打印件的复杂性,无论是在功能上还是在表面处理方面。接下来是一系列提高 3D 打印机性能的技巧 得益于程序化的停工和金属嵌件,进行了讨论。
计划停工
预定的停止是一个非常简单的操作,许多用户不敢这样做。停止的第一步是准确知道在什么高度 (以毫米为单位)您要停止打印 无论出于何种原因。根据用户使用的层压软件,可以直接(X层数)或间接(X mm)找到。在后者中,您必须查找层数 在你想停下来的地方乘以每层的厚度以获得以毫米为单位的总高度。
知道总高度后,例如 14 毫米,有两种方法可以对停止进行编程:直接在 GCode 中或在层压软件中。
在 3D 打印开始时,零件的 GCode 被修改为在所需高度编程停止。为此,用户必须查找层高 (Layer),并在代码的下一行输入 命令 M600 .此命令是灯丝的变化,它带来了使用 Marlin 或衍生物的预定义 3D 打印机。
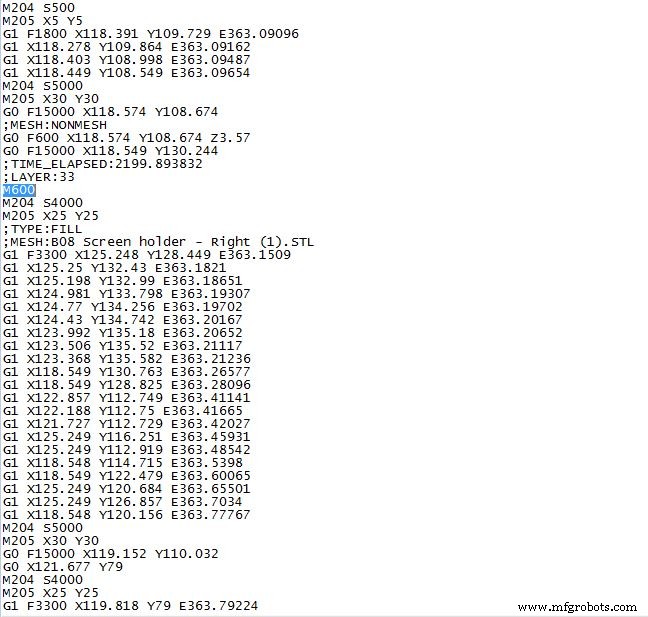
图 1:带 M600 停止的 GCode
目前还有另一种以更简单的方式停止的方法 . Cura3D 等层压软件 有一个插件来执行不同类型的停工。由于通过这种方式执行此操作非常容易,因此以下段落解释了可能的停止类型。
灯丝变化
当您想制作多种颜色的作品时,灯丝更换停止是一个理想的动作 使用单个挤出机,尽管用户在设计时必须考虑到这仅适用于沿 Z 轴和不同层高的颜色变化。要使用 Cura3D 编程更换灯丝,请转到 "Extensions -> Postprocessing -> Modify GCode" 并选择 "Change Filament", 您必须在其中选择层高、回缩长度和灯丝的插入,以及在停止期间希望移动热端的位置。这种配置可以根据用户的意愿重复多次。
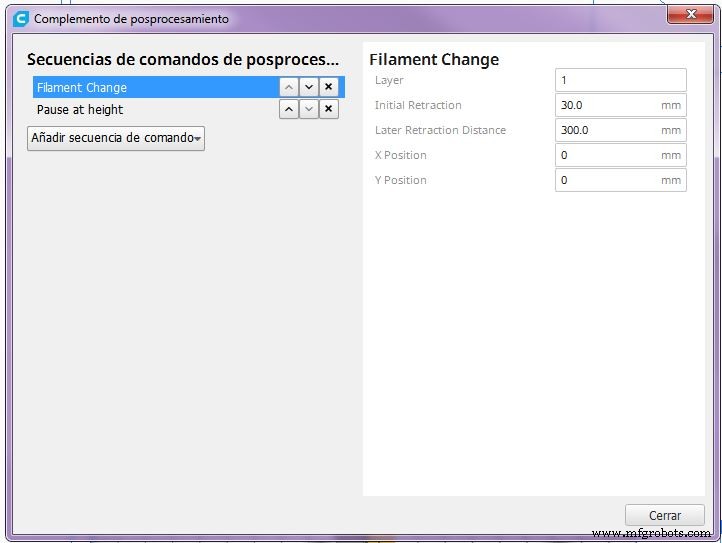
图 2:使用 3D 固化更换灯丝。来源:Cura 3D
停在所需高度
在特定高度执行停止对于将一些元素引入正在打印的部分非常有用, 例如其他印刷部件、 磁铁或螺母。 在制造功能部件时,在打印部件中加入螺母是一项非常有趣且富有成效的操作。为此,设计时必须考虑螺母的尺寸 (两个轴上面之间的长度)、外壳的必要间隙和螺母本身的放置位置。如果螺母的位置没有材料,当螺母未与打印底座平行放置时很常见,建议打印一块将其放置在螺母本身上方,这样可以 占用空闲空间 直到已经停止的层高。下图显示了上面解释的内容;紫色部分是基础件,赭色部分是螺母,蓝色部分是印刷件,用于占据不需要的间隙。
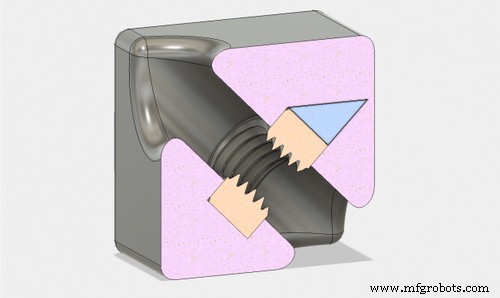
图 3:如何在斜面上插入螺母。来源:Markforged
这种类型的停止在 Cura3D 中的以下部分中编程:“扩展 -> 后处理 -> 修改 GCode”并选择“在高度暂停” .对于这种停止和“灯丝更换”,当 3D 打印机达到选定高度时,它会停止打印,直到用户按下屏幕上的任何按钮再次恢复打印。
金属嵌件
在印刷品中间加入螺母的另一种方法是使用金属嵌件。无论刀片类型如何,用户都必须清楚刀片的两个关键因素:抗拔出性和抗旋转性 .拔出阻力是拧紧螺钉时插入件离开其外壳的阻力。该值可以通过增加插入件的长度来增加。旋转阻力是拧紧螺钉时插入件自身转动的阻力。在这种情况下,电阻会随着孔径的增加而增加。通常要考虑的另一个方面是每种类型和尺寸的插入件所需的直径,有必要查阅制造商的技术数据表以获得推荐的孔径。
清楚以上几点后,在 3D 打印中通常使用两种类型的嵌件:热螺纹嵌件和自攻螺纹嵌件。
热螺纹嵌件
这些类型的插入件与热塑性材料一起使用 ,在低温下熔化。使用方法非常简单,只需要有热焊机或其他热源,通过热接触插入件即可。这些组件的几何形状经过精心设计,当塑料从孔壁熔化时, 抗性连接 已形成,可防止其自行脱落或自行开启。
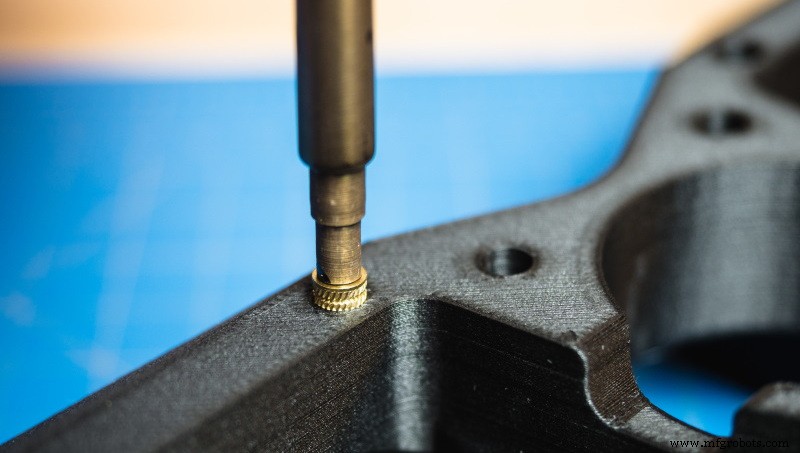
图 4:介绍热嵌件。来源:Markforged
这些类型的嵌件非常适合用于 3D FDM 打印的大多数零件和材料。
自攻螺纹嵌件 ensat 型
3D SLS 和树脂打印中使用的某些材料 在较高温度下熔化或在加热时表现不稳定。在这些情况下,建议使用自攻螺纹嵌件(Ensat 衬套)。
这种类型的插入件允许通过具有高负载能力和温度的螺钉连接 .其底端的圆锥形带有切削槽,可在孔中自动创建螺纹。要插入它们,您只需要一个具有插入件内径的螺钉和两个制成锁紧螺母的螺母。
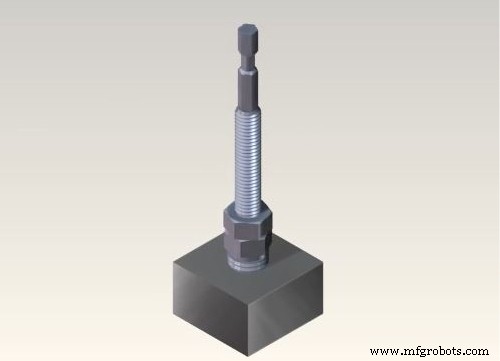
图 5:锁紧螺母系统。来源:Norelem
对于这两种类型的刀片,还有一个特殊的工具,推荐给通常执行此类过程的用户。
结论
遵循上述建议,a 的任何用户 3D 打印机可以通过增加其部件的功能来扩大其应用领域。
3D打印