

各向同性在 3D 打印中的重要性
材料中的各向同性是一种质量,它定义了无论从哪个方向测量其特性的均匀性。
一般来说,大多数热塑性塑料被认为是各向同性材料 .由于它们的性质以及组成它们的聚合物链之间的内聚力在各个方向上都是均匀的,因此其机械性能也是均匀的。
材料是各向同性的事实 并不意味着用该材料制成的所有作品都保持这种质量。 在许多情况下,尽管其原材料具有各向同性,但成型或制造方法会导致其呈现各向异性或正交各向异性。
例如,由纤维增强热塑性塑料制成的部件。在塑料基体中,纤维随机均匀地取向,从而保持了材料的各向同性。然而,如果这种材料的一部分是使用机械拉伸方法制造的,则纤维可以在基体中沿优选方向重新定向,并导致材料变得各向异性。有时,在热塑性塑料注射过程中或树脂固化过程中,会产生内应力,导致材料各向同性程度降低。
有时这种各向异性是工程决定 考虑到零件将支持的负载,并寻求提高其性能或优化重量/阻力比。例如,纤维增强复合材料就是这种情况,其中通常使用定向纤维网格来改善特定方向的性能。
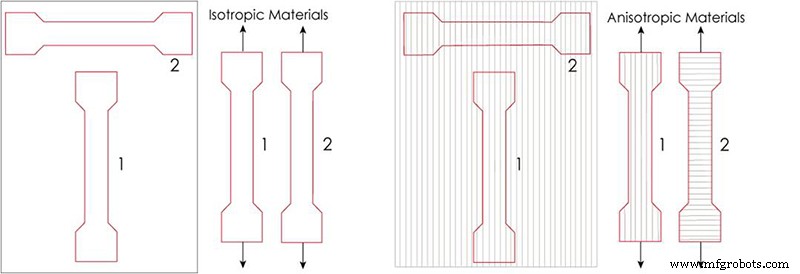
图片 1:各向同性和各向异性材料。来源:英斯特朗。
但是,如果这种各向异性是成型或制造方法的意外结果,会发生什么情况? 在这种情况下,如果作用在零件上的载荷不均匀,并且我们很清楚零件制造后各向同性的变化情况,我们可以在成型过程中调整其方向,使首选方向与载荷方向一致. 这大大增加了设计和制造任务的复杂性,但却是一个可以挽救的障碍。
然而,当我们事先不知道载荷将沿哪个方向作用在零件上时,它的属性在所有方向上不均匀这一事实可能会造成重大问题 .首先,应测试各个方向的属性,应考虑零件的电阻等最低值 .其次,确定该部分何时失效要复杂得多 ,因为当载荷作用于最有利的方向时,使用寿命比作用于最不利的方向时要长得多。
这就是为什么对于必须实现机械或结构功能的部件,控制各向同性非常重要。
3D 打印中的各向同性
明显影响各向同性的制造方法之一是 3D FDM 打印 .这种制造方法基于通过挤出熔化的聚合物线逐层形成零件。
也正是因为这个原因,在微观结构层面上,使用FDM打印的零件是微孔结构 .这意味着作品的实际部分在每个方向上都不同 关于我们可以在宏观层面上测量的表观部分。此外,还有另一个因素在起作用:层与层之间的凝聚力,这种凝聚力并不总是以理想且可重现的方式出现。
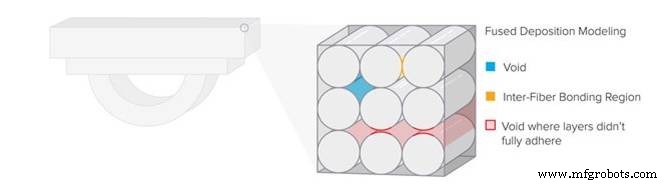
图片 2:3D FDM 打印的微观结构。资料来源:Formlabs。
由于实际零件截面和表观截面之间的这种不匹配,在所有三个轴上测试零件时的表观模量也会有所不同。
例如,如果我们测试一个 1 cm 3 的立方体 ,我们将看到弹性模量在三个轴上是不同的。这是因为在计算 E =(F⁄S) / (∆L⁄L) 时,其中 S 是工件的截面,我们将截面 1 cm 2 对于三个轴,当实际截面从一个轴到另一个轴变化时,如图 3 所示。
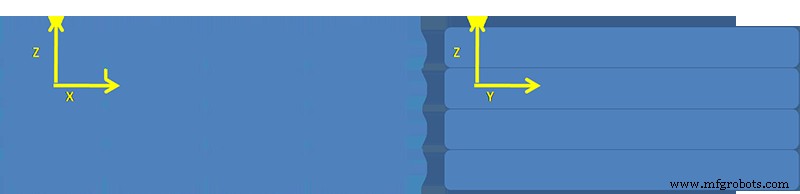
图 3:100% 填充且所有层朝向相同方向的打印件的部分。
我们可以通过改变每一层的打印方向来最小化这种影响。如图 4 所示,通过将图层定向为 90º,我们可以获得 X 轴和 Y 轴上的正交各向异性片段 , 尽管各向异性将保留在 Z 轴上。
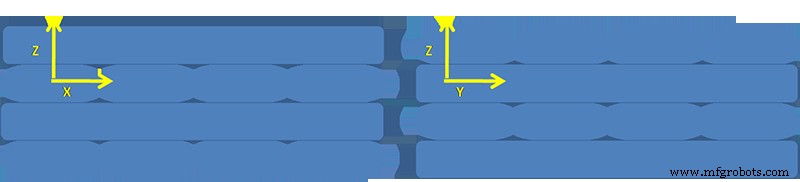
图片 4:100% 填充的打印件部分,每层相对于前一层呈 90º 定向。
理论上,如果我们将每一层改变一个小角度 ,在由大量重叠层组成的大块中,我们可以获得 XY 平面中的平面各向同性, 但我们仍然无法达到完全各向同性。
我们可以尝试获得零件的真实截面,从而预测它们在每个方向上的理论特性,但在实践中 FDM 打印机不够精确,无法获得均匀且可复制的结构 , 如图 5 所示。
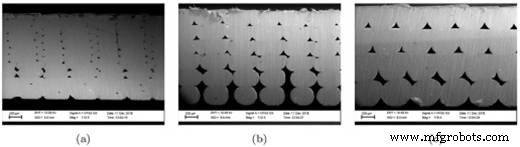
图 5:具有 0.1、0.2 和 0.3 毫米层的打印部件部分。资料来源:S. Garzon-Hernandez 等。材料与设计 188 (2020) 108414
尽管如此,很难预测 FDM 打印部件的机械行为。
然而,这种现象在 3D 打印中并不普遍。 3D SLA 打印和 3D SLS 打印等其他技术可生产具有高各向同性的零件。
在 SLA 打印中,零件通过逐层光固化树脂形成 .这意味着这些碎片是完全致密的,因此它们的视截面和实截面相同 .此外,分子之间的内聚力是由化学键形成的,并且在整个片中是均匀的。
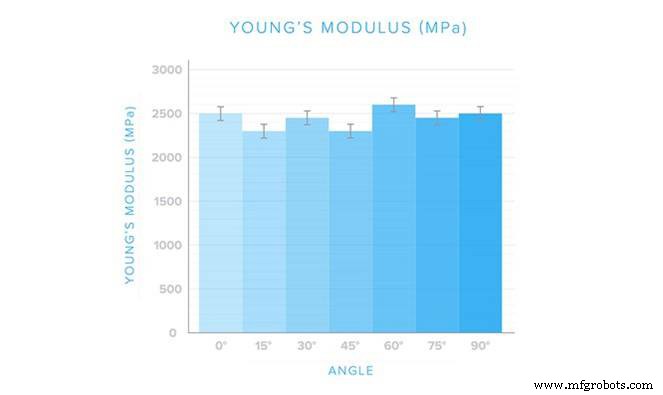
图 6:在不同角度测量的 SLA 打印件的杨氏模量。资料来源:Formlabs
尽管传统的 SLA 树脂由于其较差的机械性能而未被考虑用于技术应用,但近年来在机械和热性能符合最苛刻要求的树脂的开发方面取得了重大飞跃。 Formlabs 的工程树脂就是这种情况,它与 Form 3L 打印机能够生产最大 335x200x300 毫米的零件,对于许多需要具有高机械性能的各向同性零件的应用而言,它们形成了完美的串联。
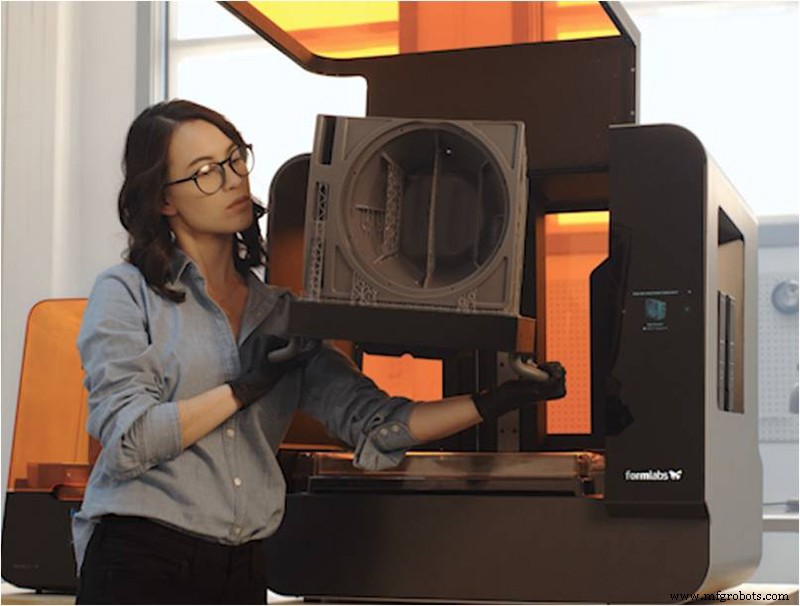
图 7:Form 3L SLA 打印机。资料来源:Formlabs
然而,尽管 SLA 技术材料的开发取得了突破,保证技术应用获得最佳结果的技术是 3D SLS 打印。
该技术基于逐层烧结聚合物微粒 .结果是部件具有工程应用的理想特性:它们具有高各向同性、高尺寸精度并且可以在没有支撑的情况下打印, 允许高度复杂的几何形状,甚至打印已经组装好的移动机构。
通过 SLS 打印生产的部件是多孔的,但是,与 FDM 生产的部件不同,它们的孔隙率是均匀的,并且不依赖于打印过程中部件的方向 ,如图 8 所示。
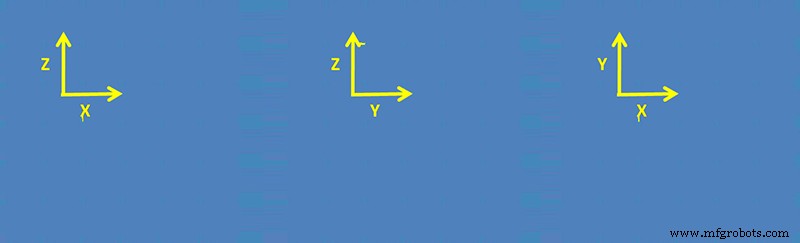
图 8:使用 SLS 打印的作品的内部微观结构。
这使它们具有很高的各向同性,因为尽管它们的实截面和表观截面不同,但它们在所有方向上都保持不变。
这就是为什么虽然 SLS 打印的部件的机械性能与起始材料的不同,但它们是恒定的,与部件的方向无关,并且可以很容易地确定 ,这简化了工程计算,并且允许以较低的误差幅度确定使用该技术制造的组件的阻力和使用寿命。
此外,SLS 打印允许在工业领域使用广泛使用的技术聚合物 , 例如尼龙 11 , 尼龙12 甚至热塑性弹性体,例如 TPE 和TPU .
Lisa Pro 等 3D 打印机就是这种情况,它是一款物超所值的打印机,能够生产非常高质量的零件 在聚酰胺 11 等材料中,这要归功于它能够在氮气气氛中打印。
视频 1:Lisa Pro 视频。来源:Sinterit
当谈到通过 3D 打印生产必须满足某些机械要求的零件时,人们不仅应该考虑起始材料的特性,还应该考虑制造它的技术。虽然 FDM 技术 可能是在选择技术材料时用途最广 ,打印部件的各向同性很低这一事实在许多情况下可能是一个难以克服的大问题。 零件方向 在打印过程中,选择填充图案, 并且很好地了解部件将在何处以及在什么条件下工作 是使用 3D FDM 打印生产技术组件的关键因素。这意味着使用该技术设计和生产的零件可能是最复杂的,同时也存在很大的局限性。
许多这些限制随着 SLA 和 SLS 打印而消失 .获得致密或均匀孔隙率部分的可能性 , 具有高各向同性 以及具有良好机械性能的技术材料的可用性 , 使它们成为那些不适合 3D FDM 打印的应用的有前途的替代品。
此外,无需预组装支撑和移动机构即可打印零件的可能性 ,通过减少和简化零件后处理,使 SLS 打印成为理想的技术。
3D打印