

层压基本参数
准备打印文件时,了解基本参数及其工作原理非常重要。 当今的层压软件中可用的参数数量正在增加,但是,除非您对软件和技术有深入的了解,否则建议从仅修改基本参数开始。
三组参数 可以区分:那些取决于材料,那些定义打印配置文件和那些定义硬件。根据软件的不同,它们可能出现在不同的类别中或混合在一起。
定义硬件的参数
一般与打印机的喷头有关,更换不同口径的喷头时需要修改。
喷嘴直径: 这是所用喷嘴的实际直径。如果使用0.4的喷嘴,则应选择0.4mm。
- 挤出宽度: 这是挤出线的实际宽度,它取决于所使用的层高,通常大于喷嘴直径。要了解实际值,有必要以杯形模式打印立方体并测量实际壁厚。对于等于喷嘴直径 50% 的层高,挤出宽度通常要大 20%。也就是说,如果使用 0.4 毫米的喷嘴和 0.2 毫米的层高,则挤出宽度将为 0.48 毫米。
材质参数
材料参数是那些直接依赖于每种材料的参数,因此在更改材料时必须更改。最重要的是:
- 打印温度: 定义打印期间喷嘴的温度。这是制造商提供的数据,但建议针对每台打印机进行校准。
- 基础温度: 与印刷温度一样,应参考每种材料的制造商信息。定义打印过程中底座的温度。
- 腔室温度: 仅适用于带加热室的打印机。定义打印期间腔室的温度。通常使用略低于材料 Tg 的温度。
- 通量: 这是相对挤出速度对打印速度的补偿因子。小于 1(或 100%)的值将导致较少的挤出,而大于 1(或 100%)的值将导致过度挤出。虽然通常正确的值为 1,但某些材料(例如 PLA 或 PETg)可能需要较低的值 (0.9-0.95),而其他材料则需要较高的值,例如 TPE 和 TPU (1.05-1.15)。
- 收缩率: 它们与收缩距离一起定义了材料的收缩值。此参数还高度依赖于所用打印机的类型。必须为每个介质打印机组合正确设置。一般在20-40mm/s之间。
- 缩回距离: 这是灯丝在每次位移前缩回的距离。与回缩速度一样,必须针对每种材料-打印机组合正确设置。
- 冷却风扇速度: 定义层风扇的速度,从而定义打印过程中部件的冷却。查阅制造商的信息,了解材料是否需要此功能。对于 ABS,它通常总是关闭,而对于 PLA,它始终以最大速度使用。 PETg 或 ASA 等其他材料可能需要使用低速 (20-50%) 的涂层风扇。通常层压软件允许在不同的高度选择不同的速度,因为在任何情况下都必须在第一层关闭风扇以确保与平台的良好粘合。
定义打印配置文件的参数
这些参数将定义最终作品的质量、光洁度和阻力。它们不直接依赖于材料,因此没有必要为每种材料调整它们。它们可以根据它们影响的元素分为不同的类别。
图层参数
层高 :定义每一层的厚度。甜蜜点通常与喷嘴直径的一半重合。例如,对于 0.4 毫米的喷嘴,它将是 0.2 毫米,而对于 0.6 毫米的喷嘴,它将是 0.3 毫米。切勿使用大于喷嘴直径 75% 的层高。
- 第一层高度 :定义第一层的高度,即与底座接触的高度。它可以设置为略低于层高的值,以提高与基底的附着力。
- 没有。底部固体层数 :定义要打印在零件底部的致密层数。下实体层的数量乘以层高定义了零件底部的零件壁厚。建议使用足够数量的层以获得大于 1 毫米的厚度。
- 上层实体层数 :定义要打印在零件上部的致密层数。下部实体层的数量乘以层高定义了顶部零件的壁厚。建议使用足够数量的层以获得大于 1 毫米的厚度。
周边参数:
周长数: 定义零件将具有的周长数。零件的壁厚将是周长数乘以挤出宽度。建议使用允许获得至少 1 毫米壁厚的最小数量。
- 杯赛模式: 这是大多数软件中的功能。激活后,整个零件将只连续打印一个周长。
图片 1:以杯子模式打印的作品。资料来源:Prusaprinters
填充参数:
填充密度 :这是零件内部填充的比例。它被定义为材料占据的体积相对于空体积,因此填充密度为 50% 时,零件内部体积的一半将是空的。通常使用 10 到 30% 之间的值。
- 填充图案 :定义填充图案的几何形状。并非所有软件都相同,但可以将它们分为三类:
二维或平面 :这些是最常见的,例如直线、网格或三角形。它们通常速度最快,但通常会产生高各向异性的零件。
三维 :例如陀螺仪或立方体。它们提供较低的部分各向异性,但通常涉及较长的打印时间。
同心 :这些适用于柔性部件的最大灵活性。在刚性部件中,它们通常提供更好的表面处理,因为与周边没有重叠,但部件的机械性能将是最小的。它们可以适用于视觉模型和实体模型。
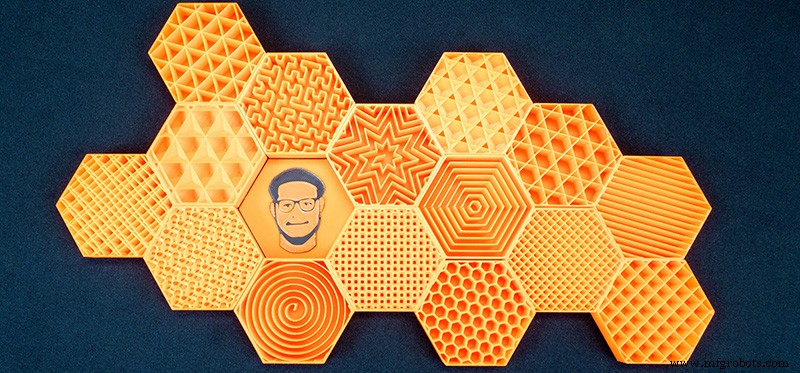
图片 2:不同的填充图案。资料来源:Prusaprinters.org
填充重叠 :这是填充线在周边重叠的距离。较高的值会提高零件的强度,但填充图案可能会在零件的表面上变得可见。
- 合并填充 :这是一个非常有用的功能,可以在使用非常低的层高时减少打印时间。例如,当以 0.1 的层高和 0.4 的喷嘴打印时,可以每三层组合一次填充,这样墙壁将以 0.1 毫米的层高和 0.3 毫米的层高打印填充,在不影响零件表面光洁度的情况下显着缩短打印时间。
这些基本参数,连同正确的速度设置、基础添加和正确的介质设置,可实现完整高效的打印配置文件。
3D打印