

基本热端维护
热端是 FFF 3D 打印机最重要的组件之一,也是磨损最严重的组件。必须进行适当的维护并定期检查以检查其状况。
热端有多种类型,既有独立的(如 E3D V6),也有集成在紧凑型头中的(如 Hemera、LGX FF),但它们都有许多通用组件。

图片 1:集成在 LGX 紧凑型头部中的 Hotend。来源:bondtech.se
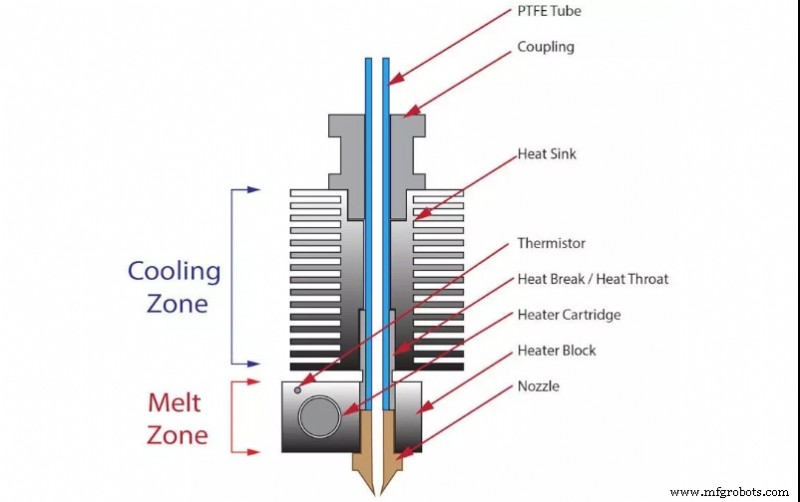
在任何热端中都可以找到以下组件:
- 喷嘴:这是熔融材料从中挤出的元件。
- 加热管:它由一个电阻组成,其功能是加热加热块。
- 温度传感器:它可以是不同的类型:热敏电阻、热电偶、PT100……它的作用是测量加热块的温度。
- 加热块:它是负责将温度传递到喷嘴和隔热片热区的元件。
- Heatbreak:这是隔热元件。它的功能是将灯丝引导到喷嘴,防止它过早熔化。它由一个热区和一个冷区组成,其热性能对于热端的正常运行至关重要。有两种不同类型:全金属和特氟龙嵌件。全金属隔热板可以承受高温,但在热性能不佳时容易发生热蠕变。带聚四氟乙烯嵌件的热端可防止灯丝在隔热板内熔化并最大限度地减少隔热板内的摩擦,但不建议将其用于需要超过 265°C 温度的材料。
- 散热器:这是负责冷却隔热装置、保持热区和冷区分离的元件。它可以是被动的也可以是主动的。
图片 2:热端的一部分。来源:cults3D.com
为确保热端正常工作,有必要检查每个元件的状况以及所有元件的组装情况。
喷嘴
它是一种消耗性元件,因此使用寿命有限。喷嘴的磨损会导致喷嘴直径的增加和喷嘴长度的减少。这将反映在不一致的挤压中,这会降低零件的光洁度。
有几个因素会加速喷嘴的磨损。最常见的是使用复合材料。长丝中存在的纤维或颗粒会导致喷嘴壁高度磨损。特别具有磨蚀性的是玻璃或碳纤维丝、载有陶瓷或金属颗粒的丝以及磷光丝。
另一方面,制造喷嘴的材料也将决定喷嘴的耐用性。最常见的材料如下:
- 黄铜:它们的耐用性非常有限,即使使用非磨损性细丝也是如此。建议经常更换它们以确保最佳打印质量。
- 带镍涂层的黄铜或铜:镍涂层使喷嘴具有更高的表面硬度,因此具有更高的耐磨性。它的耐久性对于非磨蚀性细丝非常高,而对于磨蚀性细丝则中等。
- 不锈钢:这些喷嘴专为医疗和食品接触应用而开发,但使用非磨损性细丝时具有良好的耐用性。尽管它们与研磨丝的耐用性适中,但不是推荐的选择。
- 硬化钢和类似材料:它们在与磨蚀性材料一起使用时具有良好的耐用性,在与非磨蚀性细丝一起使用时具有非常好的耐用性。一般来说,由于材料的粗糙度及其与熔融塑料的粘附,打印质量不如以前的情况,但有些采用特殊涂层来解决这个问题。
- 带红宝石尖端:红宝石是最硬的材料之一,也是磨损最少的材料,但是只有喷嘴的尖端由这种材料制成,并压接在黄铜喷嘴上。它与非研磨材料具有很高的耐用性,其主要优点是在其使用寿命期间不会失去质量。随着时间的推移,黄铜部件会磨损到红宝石尖端脱落的程度。对于非常耐磨的材料,建议使用硬化钢喷嘴。
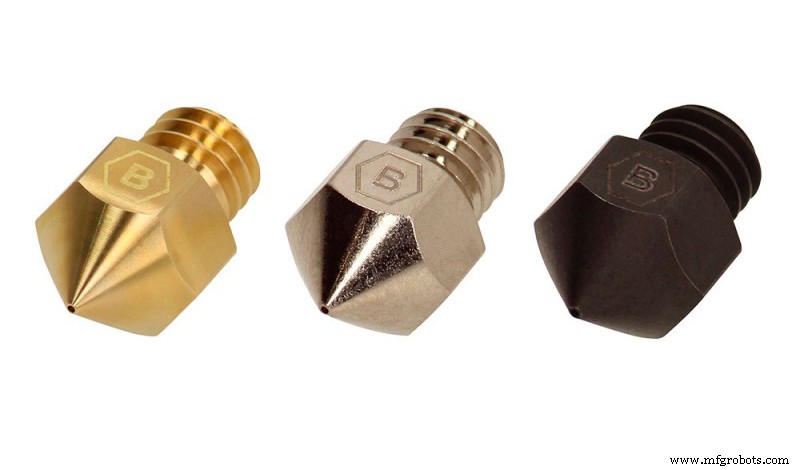
图片 3:由黄铜、镀镍铜和硬化钢制成的喷嘴。来源:Brozzl.com
很难估计应该多久更换一次喷嘴,因为这在很大程度上取决于所使用的材料和温度,但是,作为指导,可以估计以下值:
- 黄铜喷嘴:
- 对于非研磨材料:每使用 200 小时更换一次。
- 使用研磨材料:不推荐。
- 镀镍黄铜喷嘴
- 对于非研磨材料:每使用 1000 小时更换一次。
- 对于研磨材料:每使用 100 小时更换一次。
- 不锈钢:
- 对于非研磨材料:每使用 1000 小时更换一次。
- 使用研磨材料:100 小时。
- 硬化钢:
- 对于非研磨材料:不推荐使用。
- 使用研磨材料:400 小时。
- 用红宝石笔尖:
- 对于非研磨材料:当红宝石脱落时。
- 对于研磨材料:当红宝石脱落时。
加热棒
与加热筒相关的最常见故障是由于连接问题。进入墨盒的电线通常用两个耐温塑料护套保护。这些护套会随着使用而退化,露出金属线。一旦出现明显磨损,就应立即更换加热管,因为电线绝缘层脱落会导致短路、火灾或对用户造成严重伤害。
温度传感器
与加热管一样,最微妙的一点是电缆连接。电缆或其连接的损坏将导致错误和不稳定的温度测量。如果电缆完全断开,温度值将保持固定在最大值。建议经常检查连接情况。

图 4:不同的 NT100 热敏电阻格式。来源:alibaba.com
加热块
虽然它不需要任何特定的维护,但尽可能保持清洁非常重要。累积的塑料碎屑会在打印过程中分离并粘附在零件上,导致美观缺陷甚至打印失败。使用硅胶套或塑料防水涂料可以帮助保持块清洁,尤其是在使用 petg 等材料打印时。如果使用硅胶套,建议定期将其取下并清洁,并在它们开始降解时尽快更换。如果是不粘漆,建议每打印 2 或 3 次重新涂抹一次。

图 5:E3D 硅胶外壳。来源:e3d-online.com
隔热
采用全金属隔热板,无需特殊维护。如果定期打印研磨材料,建议每使用 500 小时拆卸一次隔热器,检查内部喉部的磨损情况。一旦开始出现磨损迹象,就应该更换隔热材料。
如果使用聚四氟乙烯嵌件进行隔热,磨损直接发生在嵌件上。 PLA 每使用 500 小时更换一次,ABS 或 PETG 每使用 300 小时更换一次,研磨丝每使用 80 小时更换一次。
散热器
隔热板通常直接固定在散热器元件上。它可以是被动式(翅片式散热器)或主动式(翅片式散热器 + 风扇)。它从隔热板的冷区散发热量的能力对于避免问题至关重要。冷区过热会导致灯丝软化和压缩,造成堵塞。这种现象称为热蠕变,在金属热断裂热端上打印 PLA 时很常见。
为确保最佳散热效果,有必要在隔热板与散热器相接的区域涂上导热膏。推荐使用氮化硼等不粘的导热膏,方便日后改版拆解散热片。
对于有源散热器,应在每次打印开始时检查风扇是否正常工作。一些打印机恒温控制此风扇,因此它可能会保持关闭状态,直到热端达到 50 ºC 或 100 ºC。
程序集
由于每个热端元件由不同的材料制成,它们的热膨胀系数也不同,因此它们之间的接头由于温度突然变化而松动是很常见的。
每 2-3 周检查一次非常重要所有热端元件和螺栓均已正确拧紧。
如果喷嘴松动,必须趁热重新拧紧。隔热板和喷嘴的紧密接触非常重要,因为两者之间的小间隙会导致熔体泄漏并损坏热端。
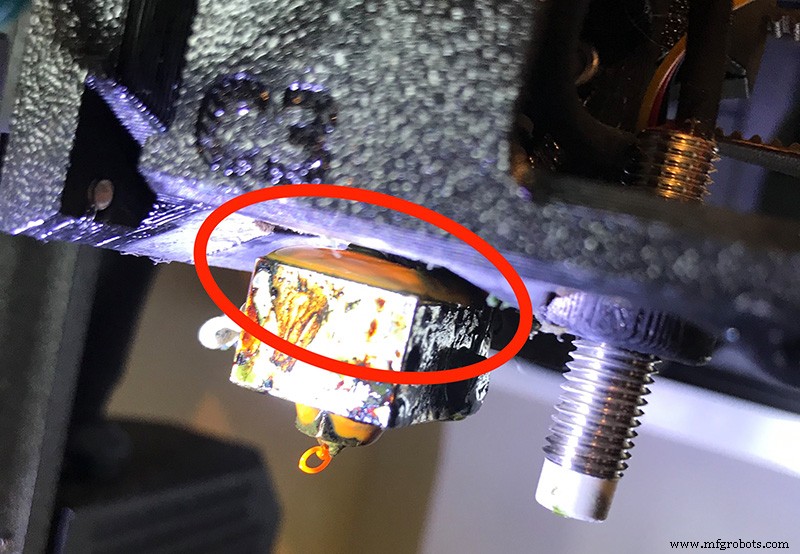
图 6:热端拧紧不良导致的塑料泄漏。来源:forum.prusaprinters.org
应向制造商咨询每个热端的最佳扭矩,因为扭矩过大会损坏加热块螺纹。作为参考,E3D 推荐热端扭矩为 3 n-m,而 slice engineering 使用 1.5 n-m。如果没有制造商的参考值,则可以选择1-2 n-m范围内的扭矩。
检查固定加热器芯和温度传感器的螺丝也很重要。
混合系统
始终使用原装备件或至少使用同一系统的部件。虽然不同系统的组件之间可能经常出现兼容性,因为它们具有相同的螺纹类型,但每个元件的长度和尺寸也非常重要。热端的不同组件旨在协同工作,混合不属于同一系统的组件可能会导致故障甚至损坏热端。
材料变化
当从热端取出灯丝时,里面总会留下残余物。当装入打印温度较低的新材料时,它会携带先前材料未熔化的残留物,造成卡纸。这就是每次更换材料时都必须始终使用清洁丝清洁热端的原因。为此,将在比上次使用的材料高 10°C 的温度下挤出 500 至 800 毫米的清洁丝。
风扇涂布机
虽然层扇不是热端本身的元件,但它通常位于热端旁边。放置不正确的层风扇可以将空气直接引导到模块,导致模块冷却。这会导致热端达不到设定温度或温度波动很大,这往往会导致打印机出现温度错误。在这些情况下,建议在层风扇停用的情况下测试相同的打印输出,以验证它是温度传感器中的故障还是层风扇位置不当的影响。
灯丝入口
热端内部污垢的一个进入点是灯丝入口区域。在 Bowden 系统中,细丝通过 PTFE 管被引导到热端,入口受到保护,灰尘通常不会进入,但是在直接挤出机打印机中,细丝入口可以暴露在空气中,便于进入热端内的灰尘。在这些情况下,建议尽可能通过 PTFE 管将线材从线轴引导到挤出机。进入热端的灰尘和污垢是堵塞的常见原因。
同样,建议保持灯丝线轴清洁并防止灰尘落在上面,因此如果没有保护,请避免将它们留在打印机支架上,并将它们存放在密闭的袋子或盒子中。
带有多个热端的打印机
当您的打印机有多个热端时,您必须校准热端的相对位置。
首先检查热端到印刷面的距离是否相同。为此,主热端必须固定,印刷底座必须相对于它保持水平。然后必须相对于主热端调整其他热端的高度。调整高度的方法因打印机而异,如果您不知道如何操作,请查阅设备或制造商的手册。
一旦设置了热端的高度,就需要知道每个热端相对于主热端的相对 XY 位置。通常,每个制造商都提供一个打印文件,允许您校准每个热端的 XY 偏移,尽管在众所周知的文件存储库中也有许多其他选项。在这种情况下,热端的XY位置不能改变,因此偏移值将被输入到固件中以补偿打印期间的位置。
热端的高度应每 2 周检查一次,而 XY 校准应仅在检测到打印部件与每个热端的偏移或重叠时执行。
图 7:Raise Pro2 打印机的双挤出机校准图案。来源:Raise3D.com
The hotend is probably the most maintenance-intensive part of the printer, but it is very important to keep it in good condition to ensure good print quality and minimise the risk of failure.
Note:This guide discusses concepts in a general way and does not focus on a specific make or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3D打印