

金属切削中的切屑类型 [PDF 注释]
在切割不同形状和尺寸的金属的过程中,会出现切屑形式的材料损失。不同的切削工艺导致产生不同类型的切屑。因此,在本文中,我将向您展示在加工不同材料时可以找到的各种类型的切屑。
什么是金属切削过程中的切屑?
为了使金属具有所需的形状和尺寸,使用各种机床和技术从金属表面去除多余的金属。这种被去除和变形的金属被称为芯片。
在深入了解芯片之前,我们先来了解一下金属切削过程中使用的基本术语。
斜面:
它是所用切削工具的表面。
前角:
- 前刀面与加工面法线之间的夹角。
- 较高的前角可确保更好的切削效果并降低切削力。
- 但是,它可以在一定范围内增加,因为它会减少刀尖上可用的金属备份,从而降低刀尖的强度以及通过刀具的散热。
- 它应该是 15 度,并且在需要时可以为零或负值。
后角:
- 它是刀具底面(后刀面)与加工表面之间的角度。
- 提供了后角,以便工具不会摩擦或损坏金属表面。
- 它增加了切削力,因此使用量级为 5-6 度。
- 也称为后角。
筹码形成:
- 当刀具与金属表面接触时,与刀具前刀面接触的金属面发生弹性压缩,然后发生塑性压缩。这会产生剪切并最终开始屈服或断裂。
- 最后,变形的金属或切屑流过工具面并被去除。
- 根据切削条件,切屑会因摩擦而被移除并进一步变形。
金属切削中的切屑类型:
在金属切削过程中存在三种基本类型的切屑:
- 连续芯片
- 不连续芯片
- 具有堆积边缘 (BUE) 的连续芯片。
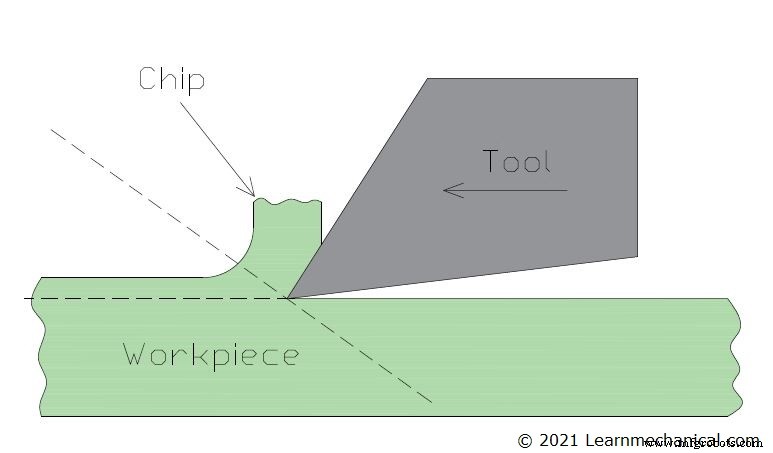
#1 连续筹码:
当切削过程中形成的切屑没有任何间隔时,这种类型的切屑称为连续切屑。这些切屑是在切割韧性材料(例如钢)时形成的。
形成连续切屑的原因:
- 切割速度要高 :对于连续金属切屑的形成,要求切削速度或切削速度必须高。如果速度足够高,新材料将在芯片断裂之前被切断。
- 前角必须很大 :较大的前角有助于金属屑的顺畅流动,从而产生连续的金属屑。
- 材料 必须具有延展性:材料的延展性是生产连续切屑的最重要因素之一。延展性越大,产生的连续切屑就越多。
- 摩擦系数必须尽可能低 :如果摩擦系数高,则会产生大量热量,这会使材料变脆,不适合连续生产切屑。
- 切深:产生连续切屑的切深必须低。如果切削深度更大,则将倾向于断屑。连续切屑的效果和更好的表面光洁度。由于切深小和切削速度高,在连续切屑的情况下获得的表面光洁度非常好。
- 低功耗 :在连续切屑的情况下,低摩擦系数和使用润滑剂可减少金属切削过程中消耗的功率。
- 更长的刀具寿命: 切削工具的寿命随着材料的延展性增加,摩擦力更小, 并使用润滑剂。
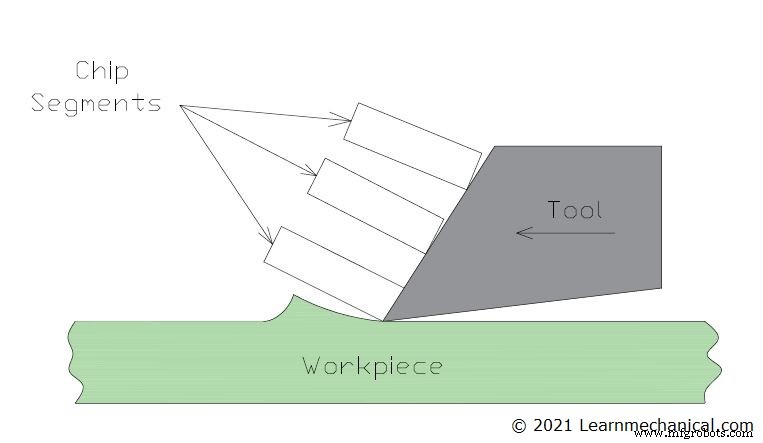
#2 不连续芯片:
当金属切削过程中出现切屑断裂或断裂时,这种类型的切屑称为不连续切屑。这些切屑是在切削铸铁等脆性材料时形成的。
不连续切屑形成的原因:
- 切割速度低 :低切削速度会导致切屑在刀具前进之前断裂。这会导致产生不连续的芯片。
- 低前角 :低前角会将切屑推出而不是弯曲,从而产生不连续的切屑。
- 使用脆性材料 :与韧性材料不同,脆性材料容易断裂,因此会形成不连续的碎屑。
- 高摩擦力 :如前所述,高摩擦力会产生热量,从而导致材料变脆,从而形成不连续的切屑。
- 更大的切削深度 :随着切削深度的增加,去除的材料的厚度也会增加。材料厚度增加会导致材料断裂,从而形成不连续的切屑。
不连续芯片的影响:
- 更大的材料去除率 :在形成不连续切屑的过程中去除了大量材料,这在工件尺寸与所需尺寸之间存在巨大差异时很有帮助。
- 延长低速刀具寿命: 低前角有助于在低速下延长刀具寿命。
- 芯片便于处理: 不连续的薯片体积小,易于处理和丢弃,可以轻松装入容器中进行处理或回收。
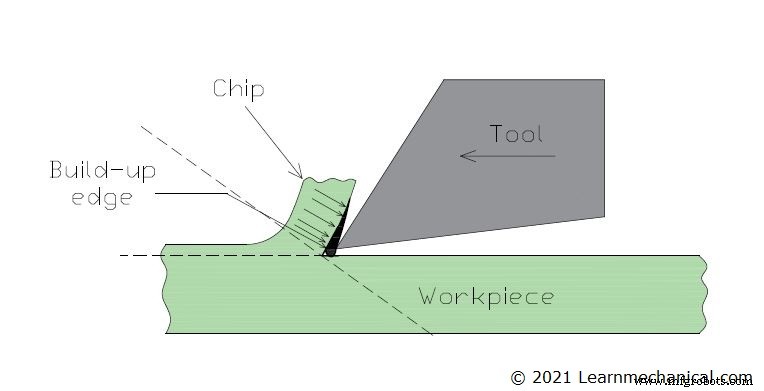
#3 具有积聚边缘 (BUE) 的连续切屑:
这是当刀具和工件之间的摩擦非常高时形成的连续切屑类型。由于高摩擦和高温,芯片上焊接的材料非常少。
形成BUE的原因:
- 高温 :形成积屑瘤的主要原因是温度过高。由于非常高的温度(超过金属的熔点),一些金属被焊接起来,导致芯片上堆积。其余原因都是高温造成的。
- 非常高的摩擦 :相对于工具和工件而言,温度升高的主要原因是由于高摩擦,这反过来又成为形成积屑瘤的主要原因。
- 冷却液不足: 导致温度升高的另一个因素是冷却剂的使用不足。使用的冷却剂通常是油和水的混合物。
- 材料类型: 为了形成连续切屑,材料必须具有延展性。因此,在韧性材料中,会形成积屑瘤。
- 小前角: 小前角是形成积屑瘤的因素之一。这是因为它是形成连续切屑所必需的。
带有积屑瘤的连续切屑的影响:
- 延长刀具寿命 :刀具寿命延长,因为形成的切屑保护刀具免受高温影响,从而延长刀具寿命。
- 粗糙的表面处理 :由于工作表面上存在堆积物,形成了粗糙的表面。
- 耗电量增加: 由于前角小,切削深度大,功耗增加。
总结:
在金属切削过程中,会形成三种类型的切屑。连续切屑的形成提供了极好的表面光洁度,对工件有积极的影响。
不连续切屑的形成对工件有正面和负面的影响。具有积屑瘤的连续切屑的形成主要对工件产生负面影响。
工业技术