

使用钣金公差
在为您的钣金零件选择制造商时,术语公差 经常出现。每个人都希望他们的零件是他们模型的精确复制品,但事实上,完美的定义总是有一些回旋余地。这种变化就是我们所说的宽容。尽管这个术语一直被使用,但制造公差的实际情况可能会变得相当复杂,具体取决于所讨论的过程。这篇文章将比较机加工、3D 打印和钣金工艺,以及它们如何影响可实现的公差。
钣金制造与机械加工与 3D 打印
加工和 3D 打印是高度精确的制造方法,准确地移除或添加(分别)材料以产生最终的几何形状。钣金是一种不太精确的制造方法,它依赖于切割、弯曲和拉伸薄金属板来产生最终的几何形状。通过钣金方法实现的更宽松的公差是用于实现几何形状的高度可变过程的产物。
机加工为制造公差提供了最易理解的参考框架。我们经常在钣金打印件上看到加工公差块,就像右边这个。
在工程学校,他们教导三位有效数字的 ±0.005 英寸(0.127 毫米)是基线公差。这是可能的,因为无论已经创建的特征如何,都有一台机器在创建特征。如果您在一个地方钻孔并不重要,下一个孔的位置和尺寸将完全由进行切割的机器决定。
3D打印也是一种精密的制造方法,但实际的精度水平取决于所使用的材料和工艺。请记住,与机加工一样,3D 打印会在零件上创建特征,而不管之前的特征如何。它将继续向必要的地方添加材料并保持高精度(假设您的设计在制造过程中正确支持零件)。在 Protolabs,3D 打印公差从 ± 0.002 英寸到 ± 0.012 英寸(± 0.051 毫米到 0.305 毫米)不等。
| 除非另有说明: | |
| .XX | ±0.01 |
| .XXX | ±0.005 |
| .XXXX | ±0.0005 |
| 角度 | ± 0.5* |
从某种意义上说,钣金介于制造业和手工艺品之间。我们弯曲和拉伸材料以获得最终的几何形状。我们不是用一台高精度机器添加和去除金属。事实上,钣金制造需要近十几台机器,具体取决于所需的功能。即使是最基本的成型零件也需要切割机和折弯机,每个都有自己的公差和限制。
Protolabs 钣金公差
我们将公差分为两类。
- 一个表面的公差
- 跨多个表面的公差
一个表面上的公差比多个表面上的公差要严格得多。当查看单个表面时,大多数特征是使用一台机器、激光或冲压机创建的。就像机械加工和 3D 打印一样,这使我们能够保持更严格的公差。当我们向几何体中引入弯曲时,事情就变得不太清楚了。
一个表面的公差
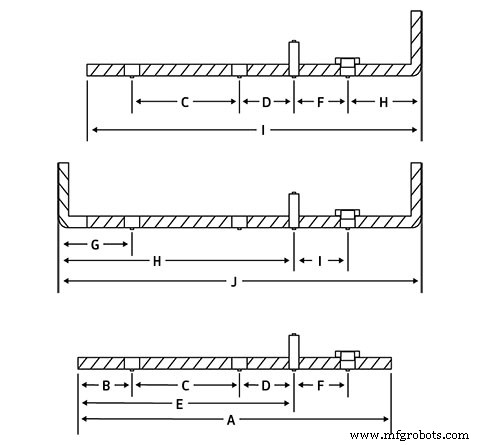
请参阅下表,了解零件每个标记部分的标准公差。
| 特点 | 参考 | 公差 +/- |
| 边到边 | 一个 | 0.005 英寸(0.13 毫米) |
| 边到孔 | B | 0.005 英寸(0.13 毫米) |
| 洞对洞 | C | 0.005 英寸(0.13 毫米) |
| 孔到硬件* | D | 0.010 英寸(0.25 毫米) |
| 边缘到硬件* | E | 0.010 英寸(0.25 毫米) |
| 硬件到硬件* | F | 0.015 英寸(0.38 毫米) |
| 弯成洞 | G | 0.015 英寸(0.38 毫米) |
| 屈服于硬件* | H | 0.015 英寸(0.38 毫米) |
| 弯到边 | 我 | 0.010 英寸(0.25 毫米) |
| 弯就弯 | J | 0.015 英寸(0.38 毫米) |
* 硬件被认为是螺柱、螺母、支架或其他自紧固产品。
多个表面的公差
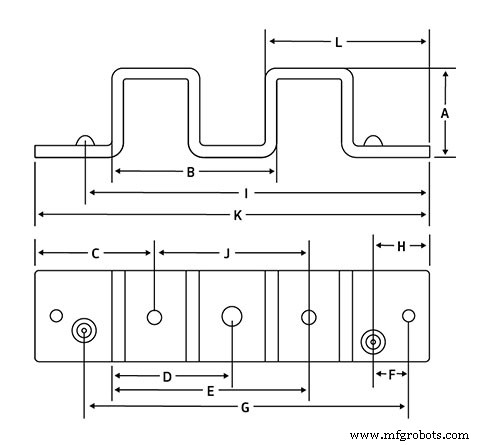
请参阅下表,了解零件每个标记部分的标准公差。
特征 | 参考 | 公差 +/- |
| 弯就弯 | 一个 | 0.015 英寸(0.38 毫米) |
| 弯就弯 | B | 0.030 英寸(0.76 毫米)* |
| 边到孔 | C | 0.015 英寸(0.38 毫米) |
| 弯成洞 | D | 0.030 英寸(0.76 毫米)* |
| 弯成洞 | E | 0.030 英寸(0.76 毫米)* |
| 孔到成形特征 | F | 0.010 英寸(0.25 毫米) |
| 孔到成形特征 | G | 0.030 英寸(0.76 毫米)* |
| 边缘到成形特征 | H | 0.010 英寸(0.25 毫米) |
| 边缘到成形特征 | 我 | 0.030 英寸(0.76 毫米) |
| 洞对洞 | J | 0.020 英寸(50 毫米)* |
| 边到边 | K | 0.030 (.76mm) * |
| 边缘弯曲 | 大号 | 0.030 (.76mm) * |
* 不累积。
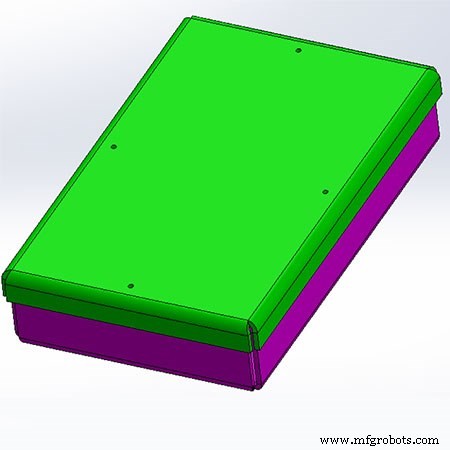 带有基本盖子的钣金盒在设计上可能看起来很简单,但需要考虑细微差别以确保合适。
带有基本盖子的钣金盒在设计上可能看起来很简单,但需要考虑细微差别以确保合适。 堆叠斗争
让我们使用这个盒子和盖子作为钣金公差案例研究。这将使我们能够分析钣金制造对可实现公差的影响。该组件的简单性具有欺骗性。当我们深入研究设计时,看看设计好的钣金零件所涉及的细微差别。
首先,看看绿色的盖子。这部分有四个从中心部分向上形成的法兰。该中心部分有四个孔,用于将盖子安装到其下方的粉红色盒子上。这四个孔由激光切割而成,其位置和大小由计算机控制过程严格控制。这些孔将精确定位,不受周围弯曲角度和线性公差的影响。
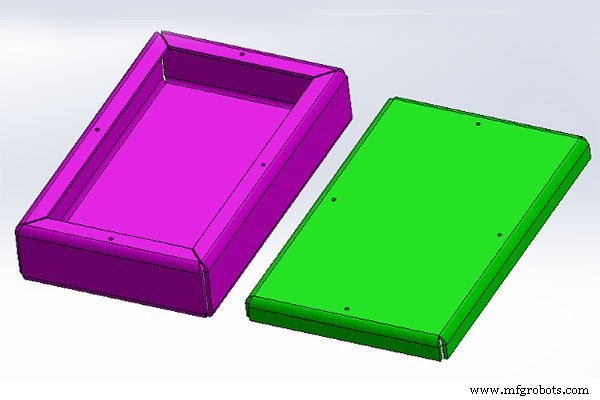 移除金属板盖后,会显示其他功能,有助于创建设计良好的带盖盒子。
移除金属板盖后,会显示其他功能,有助于创建设计良好的带盖盒子。 我们粉色盒子上的孔的情况略有不同。与盖子上的孔都在同一表面上不同,盒子上的孔位于四个不同的表面上,每个表面由四个弯曲隔开。穿过四个弯头,从孔到孔进行测量,我们得到了 ±0.030 英寸(±0.762 毫米)的线性公差和每个弯头 1° 的堆叠角度公差。这意味着这些孔的位置不像在盖子上那样受到严格控制。在设计钣金组件时,牢记这一点至关重要。
那么,您可以做些什么来克服这个问题呢?您可以打开盖子上的孔以允许安装孔未对准,或者在盒子中使用浮动硬件以允许盖子和盒子之间的未对准。结合这两种方法,您已经有效地简化了方框中看到的堆叠公差。您最终会得到一个可靠配合的功能性组件,您的客户将对您的钣金设计实力赞叹不已。
公差要点
我们制造精密钣金零件。但是,所有制造方法的精度并不相同。设计师不能指望在他们的钣金零件中保持类似机加工的公差。如果您了解这一点,并且对设计指南和您的钣金方法深思熟虑,那么您也可以用您的零件取得伟大成就。
工业技术