

什么是冷加工——方法和工作流程
在本文中,我们将了解冷加工 工艺,方法,热加工和冷加工的区别,优点和缺点。
什么是冷加工?
冷加工是金属在其再结晶温度以下发生变形的金属成形过程。
冷成型 ,也称为冷加工 , 是金属在其再结晶温度(通常是室温)以下成型的任何金属加工工艺。热加工技术如热轧、锻造、焊接等与这些工艺形成对比。
这是一种常用于具有极高熔点的非脆性金属的技术。这种方法可用于强化多种聚合物。另一方面,金属的冷加工区域由于位错浓度增加而更容易腐蚀。
什么是再结晶温度?
在金属中形成新的无应力晶粒的温度称为再结晶温度 .
冷加工效果
冷加工主要作为一种精加工操作,在通过热加工使金属成型之后。它还在很大程度上控制着钢的机械性能。它增加了钢的抗拉强度、屈服强度和硬度,但降低了它的延展性。冷加工导致的硬度增加称为加工硬化。
一般来说,冷加工会产生以下效果:
- 除非通过适当的热处理将其去除,否则会在金属中形成内应力。
- 造成晶粒结构的扭曲
- 金属的强度和硬度增加,但延展性降低。
- 产生光滑的表面光洁度。
- 可以保持零件的精确尺寸。
冷加工工艺
冷加工 是在低于再结晶温度或在室温下工作的过程。
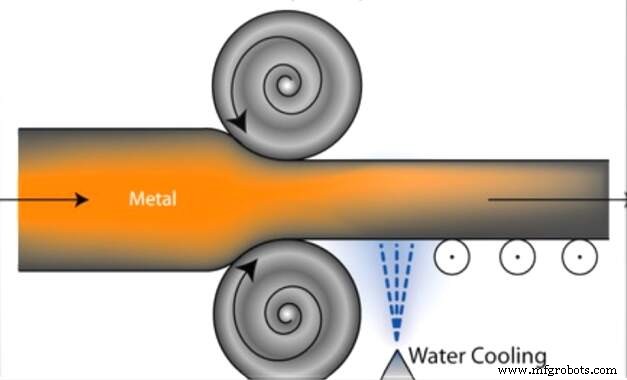
在此过程中,金属原料被放置在一对两个辊子的后面。
金属坯料通过轧辊时处于室温或略高于室温但低于再结晶温度。
因为金属原料在室温下通过,这种方法通常需要高压缩力。
由于高压缩力,金属的晶粒结构发生变化并形成新的形状。脆性金属是冷加工的。
冷加工工艺方法
冷加工的主要方法 如下:-
- 冷轧
- 冷锻
- 冷拔
- 冷弯
- 冷纺
- 冷挤压
- 冷榨
- 冷喷丸
- 上浆、铸造、滚齿
1.冷轧
各种形状的棒材、棒材、片材和带材通常通过冷轧完成 .铝箔就是以这种方式由较软的金属制成的。冷轧金属的两个主要原因是获得光滑光亮的表面光洁度和改进的物理性能。如果目标只是为金属提供干净、光滑的光洁度,则只需要表面的轧制量。
另一方面,如果希望显着增加抗拉强度、刚度和硬度,并且显着减小截面厚度,则需要更高的辊压力和更深的捏合。冷轧还通过赋予脆性特性来提高切削加工性,这种条件有利于刀具光洁度和良好的碎屑。
作为冷轧操作的预备步骤,将热轧钢的薄板、钢带等浸入酸溶液中以去除氧化皮并在水中洗涤,然后干燥。清洁后的钢材反复通过一组轧辊,从而在每次通过时产生轻微的压下,直到获得所需的厚度。
2。冷锻
冷锻 是金属材料变形的过程 在室温下使用极高的压力。将块料放入模具中并通过压力机压缩,直到它适合所需的形状。根据部件的几何复杂性,可能需要多次操作才能使金属逐渐变形。
3.冷拔
冷拔 操作包括通过施加在模具出口侧的拉力迫使金属穿过模具。大部分是由与模具反应产生的压缩力引起的。通常金属具有圆形对称性,绝对要求。
棒材、管材和型材经常进行冷精加工,以减小尺寸、增加强度、改善光洁度并提供更好的精度。
4.冷弯
弯曲 是将直线长度转换为弯曲长度的过程。它是将板(或片)变成鼓、弯曲通道等的最广泛使用的成型工艺之一。棒材、棒材、线材、管材和结构形状以及钣金在冷条件下通过模具弯曲成多种形状。
在所有金属弯曲中,受应力超过弹性极限的金属在弯曲的外侧处于拉伸状态,而在弯曲的内侧处于压缩状态。外部金属的拉伸使坯料变薄,弯曲金属扁平条通常通过滚压成型来完成。
5.冷纺
冷纺 是通过在旋转时将其压在形状上来塑造非常薄的金属的操作。该方法与热纺完全相似,只是金属的条件不同。在冷纺中,金属是在室温下加工的。
纺纱所需的设备包括车床、成型工具和适合所需形状的金属或木材成型器。一个圆形坯料被一个从动件切割并定位在前者上。使用圆头工具,当车床旋转时,坯料被强制成形为圆头形状。
6.冷挤压
冷挤压原理 与热挤压完全相同。在挤压的各种工艺中,冲击挤压本质上是一种冷挤压方法。
6.冲击挤压
冲击挤压 主要限于用韧性更强的金属制造小型工件。工件材料被放置在一个盲模中,一个有间隙的冲压冲头被压入模具,导致金属在冲头周围塑性流动。管子的外径与凹模的直径相同,厚度由凸模与凹模的间隙控制。挤压力通常由机械压力机提供。可折叠药管和牙膏管就是这样制作的。
7.冷榨
冷榨 是一种在远低于熔点的温度下进行的挤压操作,以精加工工件的表面,以提高尺寸精度和表面光洁度。
挤压是形成韧性金属的一种快速且广泛使用的方法。在挤压的不同工艺中,冷镦和旋锻是很常见的。
冷标题:- 冷镦是一种冷锻工艺,主要用于制造螺栓、螺钉、铆钉、钉子和类似物品。
旋转锻造:- 旋转锻造是用于减少棒材和管材横截面积的工艺。型锻通常被认为是一种冷锻操作,因为金属成型是在模具部分的锤击下进行的。型锻机主要由一个空心主轴组成,该主轴承载模具部分和辊子。
8. 冷喷丸
冷喷丸 方法用于建立表面压应力的表面状态,使构件内部承担相反的拉应力。由于疲劳通常发生在表面循环加载的张力下,因此此类构件的使用寿命通常通过喷丸处理来延长。这种方法有时被用来达到装饰效果。
喷丸强化是通过对工件高速喷丸或投掷小丸子以产生轻微压痕来完成的。图 7.15 显示了一个工作的喷丸动作。
9.上浆、压铸和滚齿
可锻铸铁、锻钢、粉末金属、铝和其他韧性有色金属的零件通常通过挤压称为定径的操作完成厚度。几乎每项工作都需要一个特殊的模具,但每件零件的尺寸调整只需要一小部分加工时间。因此,施胶在高产工业中适用的任何地方都是经济的。
尺寸等操作被称为压印,但压印更真实地涉及将图像或字符从冲压和模具中压入金属中。金属是流动的,铸件两侧的设计不一定像压花那样相关。硬通货可能是最知名的铸币产品。
滚齿 或集线 是一种为塑料和压铸行业制造模具的方法。称为滚刀或轮毂的冲头由工具钢加工成腔体的形状,热处理硬度,并抛光。然后将其压入软钢坯中以形成模具。这种方法的一个主要优点是,一个正确应用的滚刀可以在一个模具或一系列模具中制造多个腔体。图 7.16 说明了上浆、压印、滚轧等。
热加工和冷加工的区别
| 热加工 | 冷加工 |
| 1. 使金属在其再结晶温度以上发生塑性变形的技术称为热加工。 | 1. 在低于再结晶温度的温度下通过塑性变形来增强金属的技术称为冷加工或加工硬化。 |
| 2. 热加工是在高于金属再结晶温度的温度下进行的。 | 2. 冷加工是在低于金属再结晶温度的温度下进行的。 |
| 3. 金属在热加工时没有内部或残余张力。 | 3. 在冷加工过程中,金属会产生内部和残余张力。 |
| 4. 在热加工中,金属同时变形和恢复。 | 4. 在冷加工中,没有明显的金属回收率。 |
| 5. 热加工可用于消除裂纹或气孔。 | 5. 冷加工会导致裂纹扩散并出现新的裂纹。 |
| 6. 热加工后,金属的均匀性极高。 | 6. 冷加工后,金属的均匀性低。 |
冷加工的优点
- 冷加工工艺可实现光滑的表面光洁度。
- 这会产生准确的零件尺寸。
- 它可以提高金属的强度和硬度,同时降低其延展性。
- 由于此过程是在不使用热量的情况下执行的,因此表面不会形成氧化物,从而形成光滑的表面。
- 此方法主要用于批量生产。
- 此过程中的缺陷很容易检测和修复。
- 由于抗拉强度、屈服点和延展性提高,防锈性降低
- 防止金属因腐蚀而损失。
- 无需加热金属。
- 因为不需要加热,所以省钱。
- 发生应变硬化。
冷加工的缺点
- 冷加工需要干净、光滑的表面。
- 脆性金属不能进行适当的冷加工。
- 开始和完成工作需要更多的力量。
- 它需要更强大的机器。
- 由于较高的屈服强度和较低的延展性,可以给出的最大变形量受到压力机和锤子的能力的限制。
冷加工的应用
1。 冷加工用于制造大型平板、金属管、螺钉头、铆接接头等行业的各种产品。
2. 应用于航空、钢铁、汽车等多种行业。
3. 它最常用于韧性金属。
4. 该工艺也用于金属热加工后,因为它可以提供光滑的表面处理和强度。
5. 采用剪板、冷轧、冷挤压等多种冷加工方法生产多种产品。
冷加工的目的是什么?
冷加工是指在不使用热量的情况下通过改变其形状来强化金属的过程。使金属承受这种机械应力会导致金属的晶体结构发生永久性变化,从而提高强度。
这通过称为应变硬化(或加工硬化)的过程来增强材料。这是延展性金属在塑性变形时变得更硬和更强的时候。这种强化的代价是延展性降低。
常见问题
金属冷加工增加
1.屈服强度
2、抗拉强度
3、硬度
4. 以上所有
正确答案 是 4. 以上都是
解释:- 加工硬化是在金属加工过程中发生的加工硬化,它有意引起塑性变形以精确改变形状。这些工艺称为冷加工或冷成型工艺。金属的冷加工提高了硬度、屈服强度和抗拉强度
什么冷加工增加
1、延展性
2、冲击强度
3. 伸长率
4.疲劳强度
正确答案 是 4. 疲劳强度
大多数情况下,冷成型在室温下完成,所用材料 中低碳钢、低合金钢、铜及轻合金、钛及铍。
钢的冷加工定义为
1. 在其再结晶温度
2. 高于其再结晶温度
3. 低于其再结晶温度
4. 在金属熔化温度的三分之二时
答案: 选项 3
下列哪一项不能通过金属冷加工得到改善?
1、硬度
2.韧性
3.表面光洁度
4、耐腐蚀
答案: 4、耐腐蚀
金属的冷加工在完成
1.再结晶温度以下
2、再结晶温度以下
3.再结晶温度
4. 以上任意一项
答案: 1. 再结晶温度以下
工业技术