

不同类型的焊接工艺及其应用
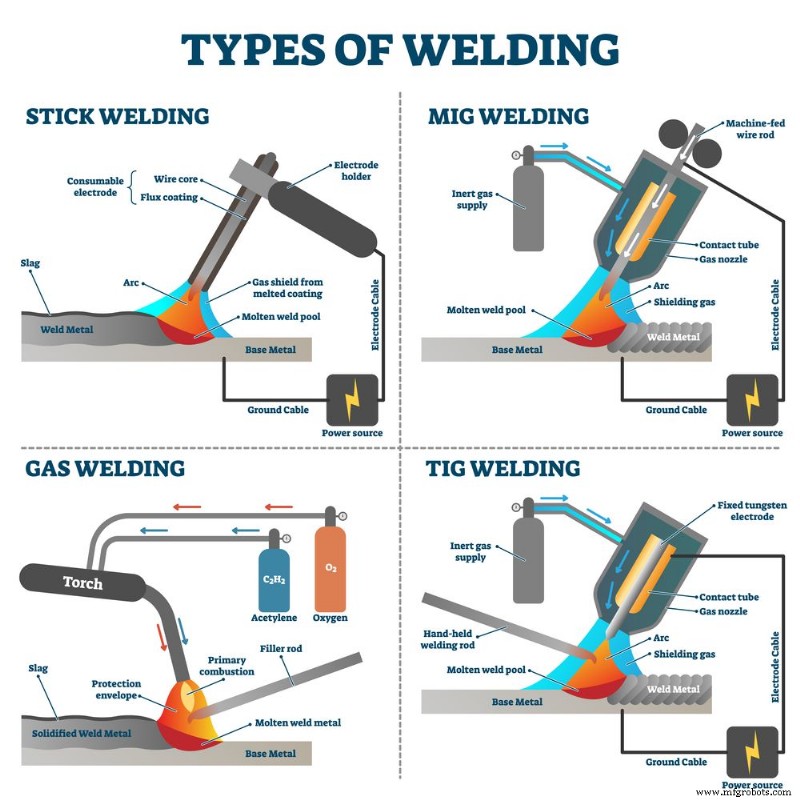
有无数不同类型的焊接工艺,从基于电极的电弧焊到复杂的激光和等离子工艺。但是,大多数制造商应该了解四种常见的焊接类型。焊接的四种主要类型是:
- 气体保护金属电弧焊 (GMAW/MIG)
- 气体钨极电弧焊 (GTAW/TIG)
- 屏蔽金属电弧焊 (SMAW)
- 药芯电弧焊 (FCAW)
在这篇文章中,我们将介绍每个过程及其工作原理,并重点介绍每种焊接的一些常见应用。
 气体保护金属电弧焊 (GMAW/MIG)
气体保护金属电弧焊 (GMAW/MIG)
气体保护金属电弧焊 (GMAW),也称为金属惰性气体 (MIG) 焊接,是一种属于更广泛的电弧焊类别的焊接。弧焊简称弧焊,是指使用电极产生电弧熔化并连接金属的焊接工艺。
在 GMAW/MIG 焊接中,电极丝在以手动控制的速率通过焊机时被加热。焊丝在生产时被消耗到焊缝中,因此它充当填充金属。焊缝必须用惰性气体(通常是氩气与二氧化碳、氧气和/或氦气混合)保护,以保护其免受空气中的污染物的影响。
GMAW/MIG 被认为是初学者最容易学习的焊接类型之一,因为它可以快速轻松地控制较薄的材料。出于这个原因,它通常用于焊接钣金 - 例如,用于汽车车身零件。由于其宽容的性质和多功能性,它也是业余爱好者和家庭制造商中最受欢迎的焊接类型之一。这种焊接几乎适用于您可能遇到的任何材料,包括不锈钢、碳钢、铝、铜和镍。
虽然这种类型的焊接非常通用,但它确实有一些缺点需要牢记。该设备可能很昂贵,并且存在保护气体和电极的持续成本。这也不是焊接半英寸左右材料的最佳方法,也不适合立焊、仰焊或户外焊接。
气体钨极电弧焊 (GTAW/TIG)
钨极气体保护焊 (GTAW) 或钨极惰性气体保护 (TIG) 焊接与 GMAW/MIG 焊接类似,因为它是一种使用电极产生电流来加热和熔化金属的电弧焊。它还需要外部输送的保护气体来保护焊缝。然而,GTAW/TIG焊接使用的是非自耗钨电极而不是自耗电极,这导致技术和结果存在一些显着差异。
由于不消耗电极,如果使用填充剂,则必须单独添加。这使得 TIG 比 MIG 焊接更具挑战性,因为它需要双手——一只手握焊枪,另一只手握填充棒。
GTAW/TIG 被认为是最难掌握的焊接方法之一。因为电弧和被焊接区域之间只有一个很小的区域,所以需要大量的精度和技巧来执行。不过,值得付出努力,因为这种类型的焊接可以产生干净、耐用且极其坚固的焊缝。虽然在业余爱好者中不太常见,但它通常用于机身制造等需要非常坚固、高质量焊缝的行业。
除了陡峭的学习曲线外,这种焊接的缺点之一是其成本。与 GMAW/MIG 一样,它需要保护气体,而且由于它的过程要慢得多,因此焊接成本更高。虽然这是一种更精确的技术,但它对厚度不超过几毫米的材料最为有效。
屏蔽金属电弧焊 (SMAW)
保护金属电弧焊 (SMAW),也称为棒焊,使用与 GMAW 或 MIG 焊接非常相似的自耗电极。然而,这种类型的焊接更加简单,因为它不需要单独的保护气体。
在棒焊中,电极是涂有助焊剂的棒形式。当电极被消耗时,助焊剂分解并释放出保护焊缝的气体——因此不需要外部保护气体。
由于其简单和低成本,棒焊往往是家庭焊工中最流行的焊接类型。这也是户外焊接的首选焊接技术,在风雨中禁止使用保护气体,甚至在肮脏和生锈的材料上也能很好地工作。棒焊在家庭商店和建筑、造船和维修管道等工业应用中都很常见。
棒焊的缺点是它通常不会产生最优质的焊缝。与其他类型的焊接相比,粘焊更容易出现气孔和开裂等焊接问题,并且耐久性较差。
药芯电弧焊 (FCAW)
药芯焊丝电弧焊 (FCAW) 是另一种焊接技术,与 GMAW/MIG 一样,使用连续馈电的焊丝电极。但是,FCAW 既可以使用保护气体,也可以使用带有助焊剂的电极,这些助焊剂在消耗时会产生保护气体。
这是另一种最便宜和最容易学习的焊接类型。与 MIG 或棒焊一样,它是一种非常适合初学者入门的技术,同时对许多应用都有用。
与棒焊一样,FCAW 可以在不使用保护气体的情况下在室外进行。它速度快、便于携带,并能产生高质量的焊缝,使其对建筑项目和其他户外焊接工作很有价值。它在焊接厚材料方面也比我们讨论过的其他类型的焊接要好得多。
FCAW 确实有一个重要的缺点。对碳钢、不锈钢、铸铁等黑色金属材料的焊接非常有效,但不能用于铝等有色金属材料的焊接。
可焊接材料,由当地金属供应商切割成尺寸
无论您是业余爱好者、独立专业人士,还是整个焊工工厂的经理,材料都很重要。无论您进行何种类型的焊接,优质焊缝均来自优质金属——因此请仔细考虑您的材料来源。
在 Industrial Metal Service,我们拥有 20 多年的经验,为旧金山湾区及其他地区的客户提供各种新的和经过验证的残余金属,包括不锈钢、铝、钛等。作为可靠和值得信赖的金属供应商,我们赢得了声誉,我们希望确保您拥有适用于所有类型焊接和其他制造工艺的最佳材料。
工业技术