

23 第 6 单元:哈斯控制
目标
完成本单元后,您应该能够:
- 识别 Haas 控制器。
- 识别键盘。
- 描述启动/归位机器程序。
- 描述门覆盖程序。
- 描述加载工具程序。
- 描述每个工具的工具长度偏移 (TLO)。
- 使用 MDI 验证零件零偏移 (XY)。
- 描述设置刀具偏移量。
- 使用 MDI 验证刀具长度偏移。
- 描述加载 CNC 程序的过程。
- 描述保存 CNC 程序的过程。
- 解释如何运行 CNC 程序。
- 描述刀具直径补偿的使用。
- 描述关闭程序。
哈斯控制
Haas 控件如图 18 和 19 所示。熟悉按钮和控件的位置。以下页面的详细说明显示了如何操作该控件。

图 1.哈斯数控铣床控制哈斯键盘
键盘
键盘按键分为以下功能区域:
1.功能键
2. 光标键
3.显示键
4. 模式键
5. 数字键
6. 字母键
7. 点动键
8. 覆盖键
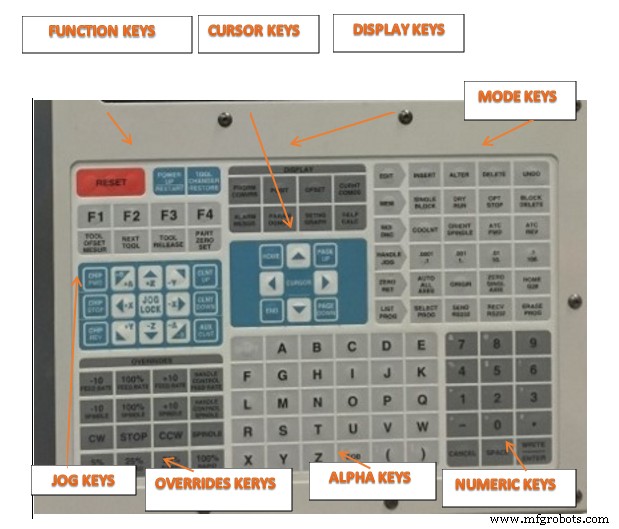
图 2. Haas CNC 控制按钮/键盘按键
开始/家用机器
清单:
1. 工作区:确保工作区干净
2. 主断路器:打开
3. 空气供应:打开空气以校正压力(至少 70PSI 以使工具更换器运行)
4. 开机:按绿色按钮
5. 确保紧急停止没有跳闸。如果是,右旋红色旋钮松开。
6. 等到message102 SERVOS OFF出现再继续。
7. 重置
8.上电重启
9. 确保门关闭,工作区域干净。
10. 在继续之前让所有机器轴归位
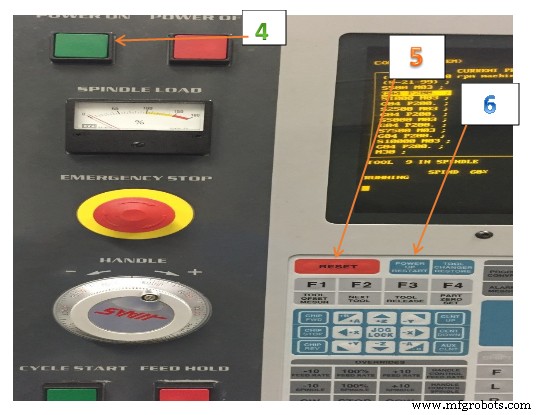
图 3. Start/Home Machine
门覆盖
1. 记忆:选择并按下记忆。
2.设置图表:选择并按设置图表
3.输入51
4.光标:按向下箭头键,然后按向右箭头键关闭
5. Write/Enter:选择并按下Write/Enter
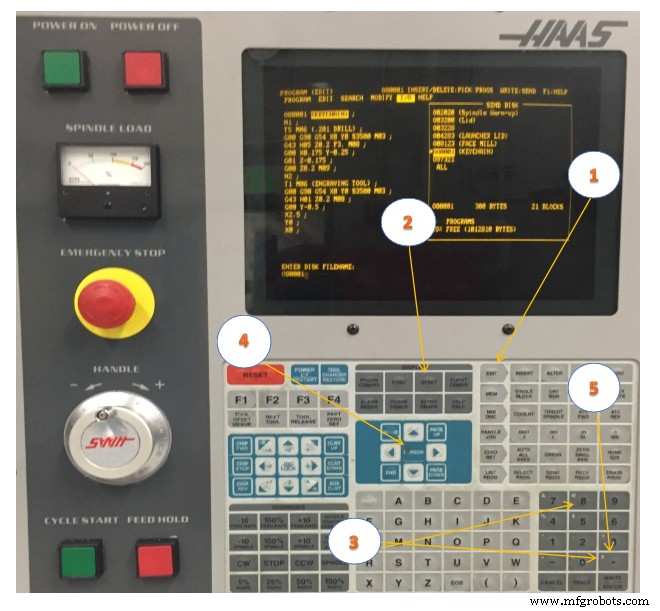
图 4. 门覆盖
加载工具
清单:
1. MDI/DNC键:按下MDI/DNC键。
2.工具编号:
- 例如,将刀库定位到 T1,
- 按 T,然后按 1 按钮。
3. ATC FWD:按下ATC FWD按钮。
- 工具轮播将索引到 T1 位置。
4. 在主轴中定位刀具
- 请勿使用刀具切削槽进行夹持!
- 确保刀具锥度干净。
- 夹住 V 形法兰下方的工具架以防止夹伤。
- 将工具推入主轴。
- 确保主轴上的“挡块”与刀架上的槽对齐。
5.工具释放:按下工具释放按钮
- 机器将通过主轴吹气以清除碎屑。
- 轻轻向上推动工具,然后松开工具释放按钮。
- 在松开工具之前,确保工具已被主轴牢牢夹住。
6. 重复步骤 2-5,直到所有工具都加载完毕。
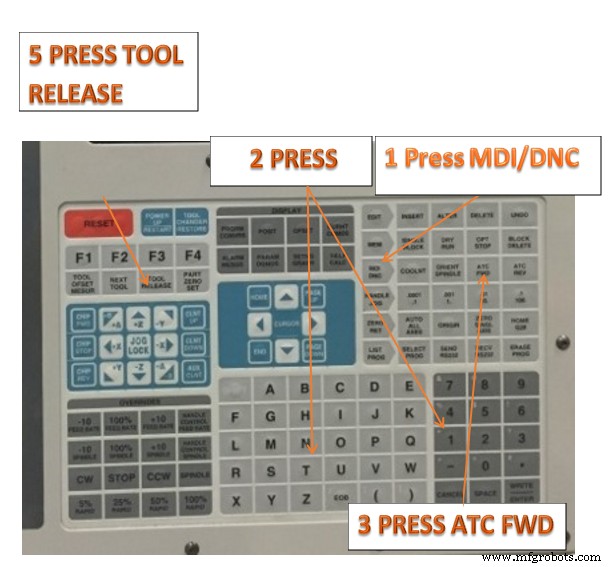
图 5. 加载工具
设置偏移量
为了准确加工零件,工厂需要知道零件在工作台上的位置
以及从刀具尖端到零件顶部的距离(刀具从原点偏移
位置)。
手动输入偏移量:
1.选择其中一个偏移页面。
2. 将光标移至所需列。
3. 输入您要使用的偏移值。
4. 按 (ENTER) 或 (F1)。该值被输入到列中。
5. 输入正值或负值,然后按 (ENTER) 将输入的金额添加到所选列中的数字;按 (F1) 替换列中的数字。
慢跑模式
点动模式可让您将机器轴点动到所需位置。在您可以点动轴之前,
机器必须建立其初始位置。控制器在机器启动时执行此操作。
进入慢跑模式:
1. 按 (HANDLE JOG)。
2. 按所需的轴(+X、-X、+Y、-Y、+Z、-Z)。
3. 点动模式下可以使用不同的增量速度;它们是 (.0001)、(.001)、(.01) 和 (.1)。每次单击点动手柄都会将轴移动由当前点动速率定义的距离。您还可以使用可选的远程微动手柄 (RJH) 来微动轴。
4.长按手柄点动按钮或使用点动手柄控制移动轴。
设置刀具长度偏移 (TLO)
清单:
1. Handle Jog Mode:选择Handle Jog按钮。
- 这将机器设置为由手轮控制。
2. 点动增量:.01
- 这会设置作业增量,因此每次单击手轮都会使工具沿点动方向移动 0.01 英寸。
3.Jog方向:按Z键
- 这会将工具设置为在移动微动手柄时沿 Z 轴移动。
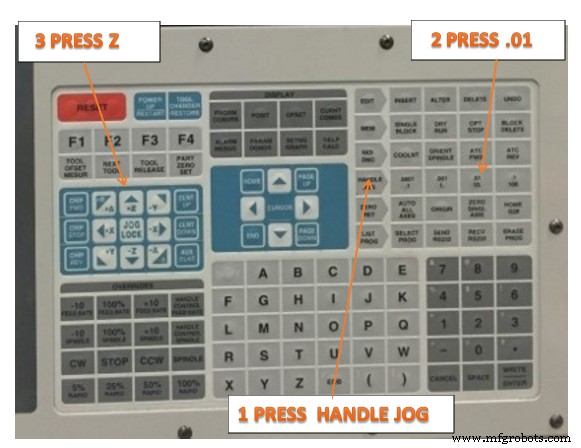
图 6. TLO
4. 偏移:选择并按下偏移
- 显示工具偏移页面。
5.光标箭头:对齐活动工具
- 使用 Up-Dn 光标键(如果需要)将图形显示上突出显示的条移到当前活动工具的偏移值上。
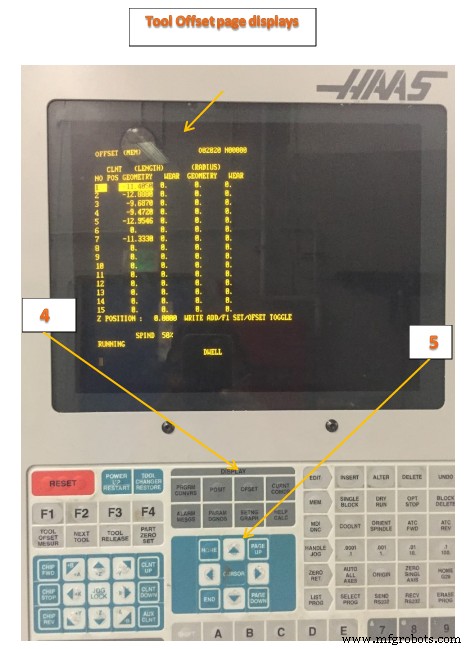
图 7. 偏移
6.使用1-2-3块设置刀具长度
- 点动使工具位于顶部块下方。
- 用轻微的压力挡住工具。使用转盘抬起工具,直到块刚好滑到它下面。
- 将块移开,然后将工具向下移动到块顶部下方 0.01 英寸处。
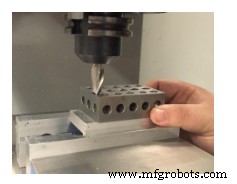
图8
7. 点动增量:.001
- 减少点动增量并使用点动手柄以 0.001 增量提升工具,直到它再次滑到块下。
8. 刀偏测量:选择并按下刀偏测量
- 这会使控件在长度偏移寄存器中输入刀具的当前位置。
- 在继续之前确保工具长度编号已更新。
9.下一个工具:选择并按下下一个工具
- 这会导致当前工具被收起并加载下一个工具。
- 重复第 1 步到第 9 步,直到设置好所有工具。
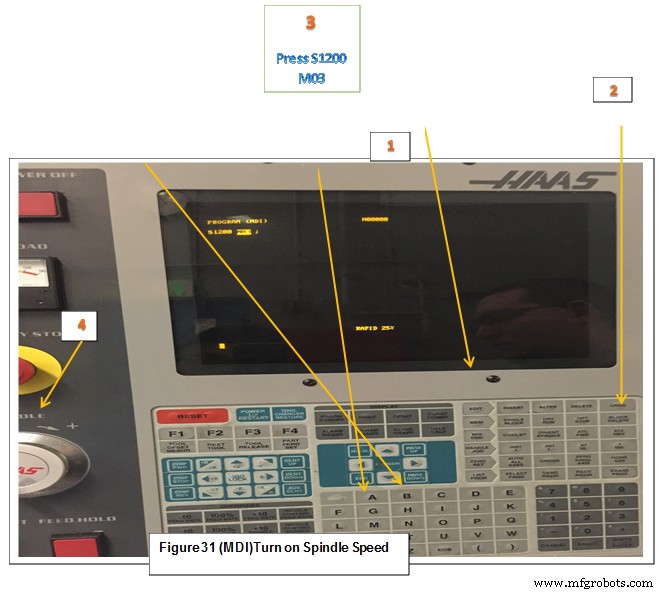
图 9. 偏移显示页面
注意:
设置工具需要用手在机器工作范围内手动点动机器。请格外小心并遵守以下规则:
• 主轴必须关闭。
• 切勿将手放在工具和工件之间。
• 确保在点动前设置正确的轴和点动增量。
• 缓慢而有意识地移动把手。时刻注意您的手和工具的位置。
• 当您的手在工作区域时,切勿让其他人操作控制器。
如何访问 MDI
手动数据输入模式 (MDI) 是您的 CNC 机床可以运行的模式之一。这个想法是在一条线上输入 G 代码或 M 代码,这些代码由机器立即执行——您不必编写一个或两行就足够的整个 g 代码程序。 MDI 提供了强大的功能,同时只需要很少的学习。您甚至可以使用 MDI 命令来加工您的零件。有了 MDI,CNC 就可以像手工加工一样又快又脏。
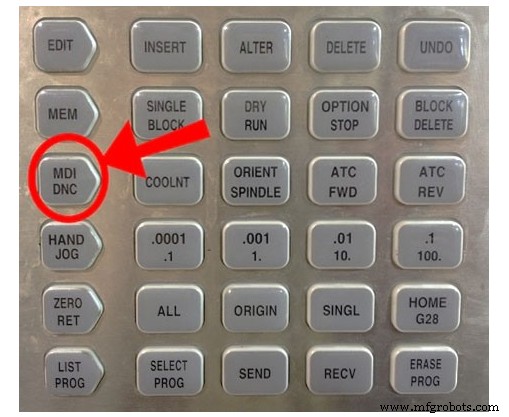
图 10. MDI
按 CNC 控制面板上的 MDI 键进入 MDI 模式。
例如:
按MDI/DNC
Erase Prog:选择并按下(清除任何命令)
输入 S1200 M03 (主轴转速 1200 RPM, On CW)
设置零件零偏移偏移 XY(使用寻边器)
清单:
1. MDI/DNC键:选择并按下MDI/DNC
2. Erase Prog:选择并按 Erase Prog 清除所有命令
3.开启主轴转速:S1200
- 按S1200 M03(输入):选择:Write/Enter
4.循环开始:选择
- 主轴将以 1200 RPM 顺时针启动
图 11. 打开主轴速度 (MDI)
5. Handle Jog:选择 Handle Jog 和 Jog Increment:.01
6. Jog Handle:根据需要
- 选择点动方向并根据需要使用手柄将寻边器触控笔放置在左侧零件边缘。

7. 点动增量:.001
- 缓慢移动寻边器,直到它刚好偏离中心,如下所示。
- 这会将主轴中心放置在距零件边缘 0.100 的位置
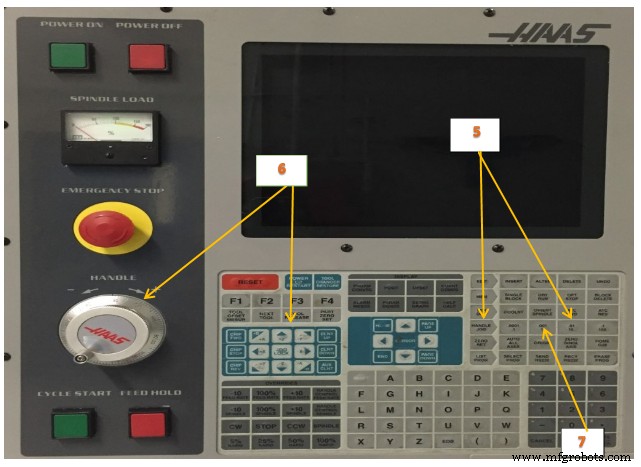

图 12. 跳闸前 图 13. 刚跳闸后跳闸
8 .Jog 手柄:在 Z 轴上缩回 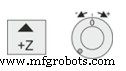
• 在 Z 方向上笔直向上微动,直到寻边器位于零件上方并且微动手柄在刻度盘上读数为零。
9. 点动手柄:将点动方向设置为+X,顺时针旋转手柄一整圈。 
由于控件处于 0.001 增量模式,将刻度盘旋转一整圈会将主轴中心直接放在零件左侧边缘上方。
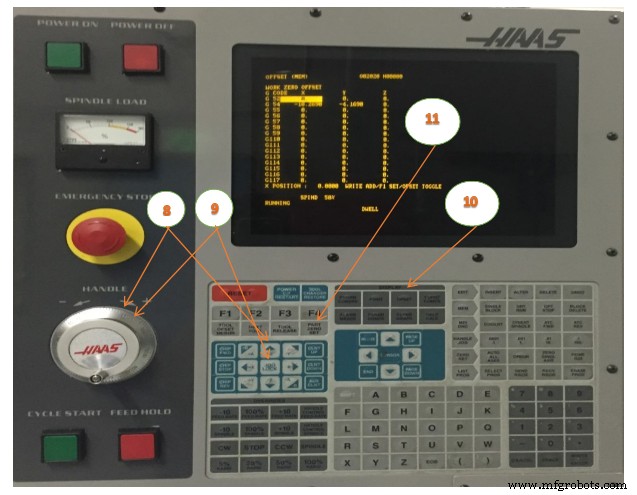
10. 偏移页面:选择并按下 
• 选择偏移按钮和PgUp/PgDn 按钮,直到出现工作零偏移页面。使用箭头键突出显示 G54(或任何要设置的夹具偏移)。
11. 零件归零:按零件归零
• 这会将 G54 X 值设置为当前主轴位置。
12.主轴停止:按下主轴停止
13. 设置Y轴重复步骤6-11
使用 MDI 验证零件零偏移
1. MDI/DNC键:选择并按下MDI/DNC
2. Erase Prog:选择并按下(清除任何命令)
3.输入G00 G90 G54 X0 Y0
4.插入:选择并按插入
5. 循环开始:选择并按下循环开始
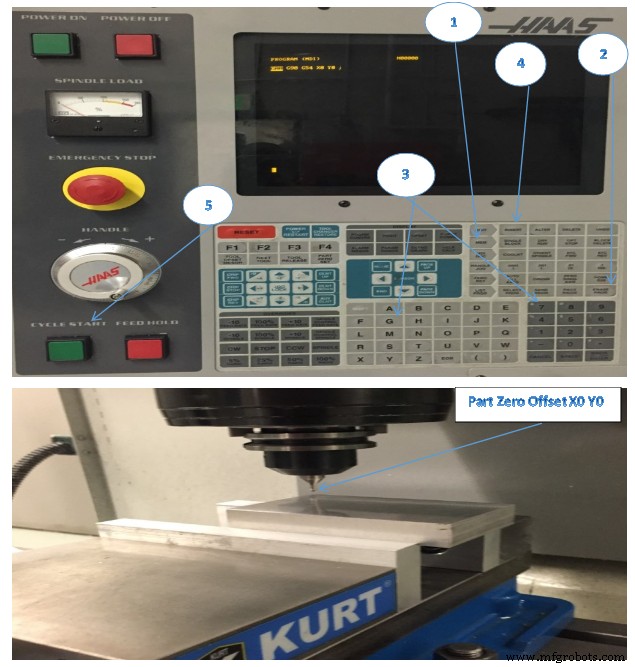
零件零位偏移 X0 Y0 (MDI)
- 要相对于机器操作员向右移动原点,请在偏移 X 值上添加一个移动量。例如,要移动 X+.1,请输入 .1 WRITE/ENTER。
- 要将原点靠近机器操作员,请从偏移 Y 值中减去偏移量。例如,要移动 Y-.1,请输入 -.1 WRITE/ENTER
设置零件零偏移 XY(使用机械指针)
为了加工零件,工厂需要知道零件的位置
桌子。您可以使用寻边器、电子探针或许多其他工具,并且
建立零部分的方法。用机械指针设置零件零偏:
1. 将材料(1)放入虎钳并拧紧。
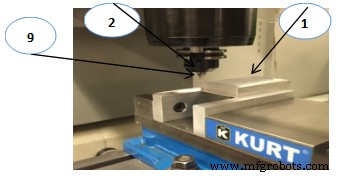
图 14. 设置零件零位 XY(使用机械指针)
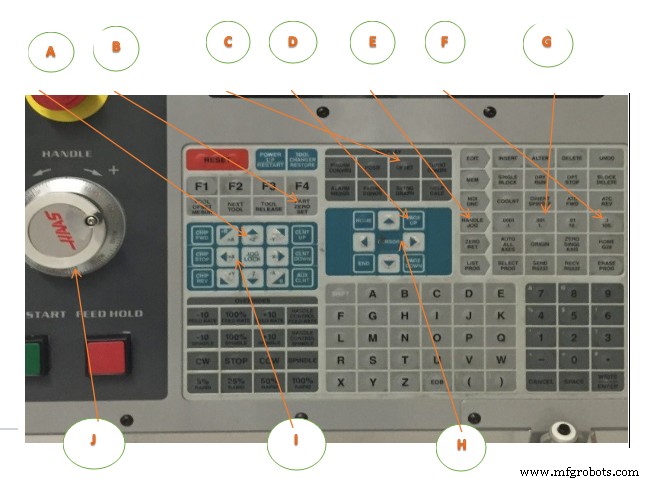
2.在主轴上加载指针工具(2)。
3. 按 (HANDLE JOG) (E)。
4. 按 (.1/100.) (F) (磨机将快速移动
转动手柄时的速度)。
5. 按 (+Z) (A)。
6. 将 Z 轴移动到零件上方约 1 英寸处。
7. 按 (.001/1.) (G) (转动手柄时磨机将慢速移动)。
8. 大约点动 (J) Z 轴。零件上方 0.2 英寸。
9.在X轴和Y轴之间选择(I),然后将工具点动(J)到左上角
零件(参见上面的图 36(9)。
10. 按 (OFFSET) (C) 直到 Active Work Offset 窗格处于活动状态。
11.光标(H)到G54 X轴列。
12. 按 [PART ZERO SET] (B) 将值加载到 X 轴列中。第二个
按 [PART ZERO SET] (B) 将值加载到 Y 轴列中。
设置工具偏移
下一步是触发工具。这定义了从工具尖端到的距离
部分的顶部。它的另一个名称是刀具长度偏移,在
中指定为 H一行机器码。每个工具的距离都输入到工具偏移表中。
设置工具偏移。 Z 轴在其原始位置时,测量刀具长度偏移量
从工具 (1) 的尖端到零件 (2) 的顶部。见图 15。
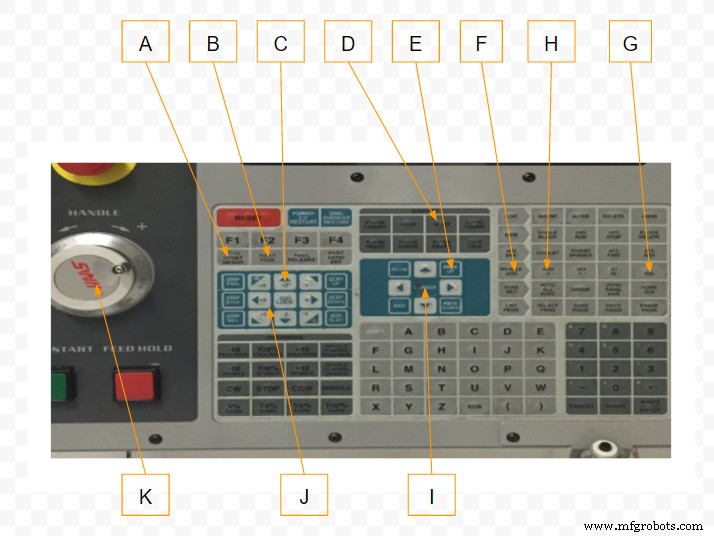
1. 将刀具装入主轴(1)。
2. 按 (HANDLE JOG) (F)。
3.按(.1/100.)(G)(转动手柄时磨机快速移动)。
4. 在 X 轴和 Y 轴之间选择 (J) 并在零件中心附近手动点动 (K) 工具。
5. 按 (+Z) (C)。
6. 将 Z 轴在零件上方大约 1 英寸处移动 (K)。
7.按(.0001/.1)(H)(转动手柄时磨机慢速移动)。
8. 在工具和工件之间放置一张纸。小心移动工具
向下到零件的顶部,尽可能靠近,并且仍然可以移动纸张。
9. 按 (OFFSET) (D)。
10. 按 (PAGE UP) (E) 直到显示 Program Tool Offsets 窗口。滚动到工具 #1。
11. 将光标 (I]) 移动到几何位置 #1。
12. 按 [工具偏移测量] (A)。
下一步使主轴在 Z 轴快速移动。
13. 按 (下一个工具) (B)。
14. 对每把刀具重复偏置过程。
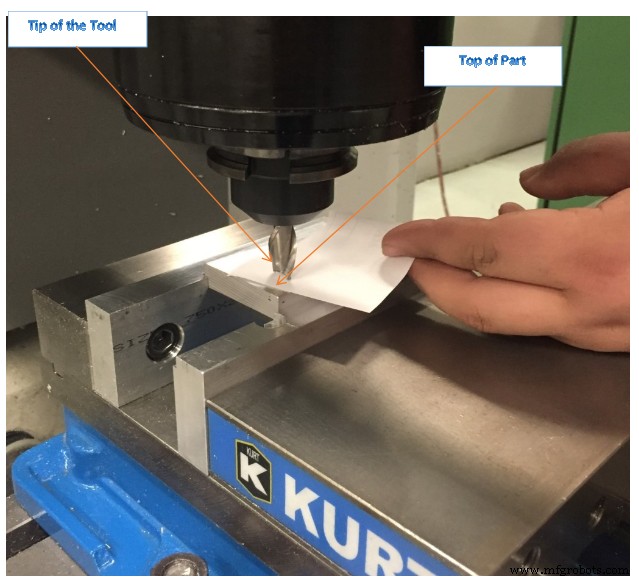
图 15. 设置工具偏移(纸张)
使用 MDI 验证刀具长度偏移
1. MDI/DNC键:选择并按下MDI/DNC
2. Erase Prog:选择并按下(清除任何命令)
3.输入G00 G90 G43 H01 Z2.00
4.插入:选择并按插入
5. 循环开始:选择并按下循环开始
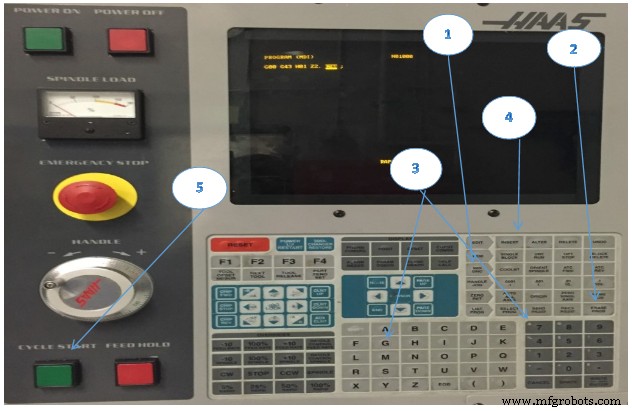
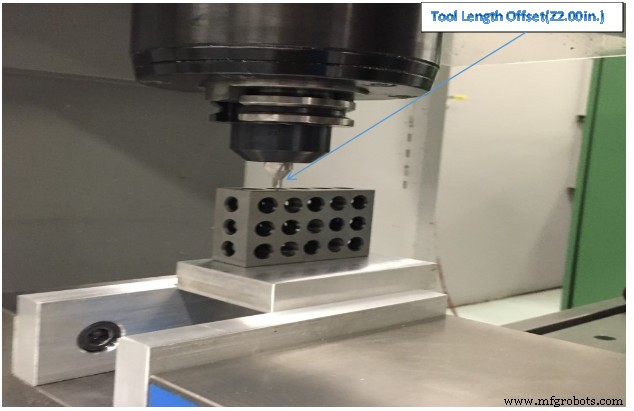
图 16. 刀具长度偏移(零件上方 2.00 英寸)用1 2 3块来验证)
加载 CNC 程序
1. 编辑:选择并按下编辑
2. F1:选择并按F1
3.光标:按左箭头键到I/O,然后按DN箭头键将高亮条移动到磁盘目录。
4. Write/Enter:选择并按下Write/Enter
5.光标(磁盘目录):按DN方向键编程加载。
6. Write/Enter:选择并按下Write/Enter
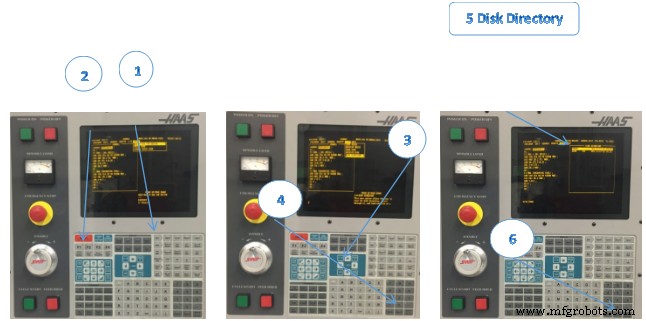
图 17. 加载 CNC 程序
保存 CNC 程序
1. 编辑:选择并按下编辑
2. F1:选择并按F1
3.光标:按左箭头键到I/O,再按DN箭头键移动高亮条到Send Disk。
4. Write/Enter:选择并按下Write/Enter
5.输入磁盘文件名:O80001
6. 写入/输入
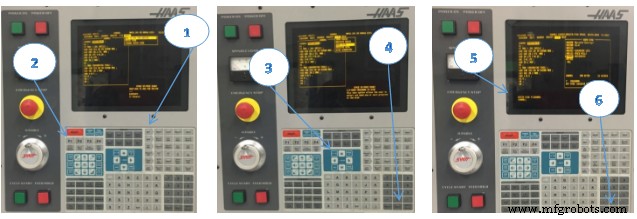 图18.保存CNC程序
图18.保存CNC程序
运行 CNC 程序
这是运行新程序的首选过程。一旦一个程序被验证,所有的进给率都可以设置为100%,单块模式可以设置为关闭。
试运行
机器完全按照程序执行所有动作。空运行时不要在机器中使用工件。试运行功能用于快速检查程序,无需实际切割零件。
要选择试运行:
1. 在 MEM 或 MDI 模式下,按 (DRY RUN)。
在试运行时,所有急流和进给都以通过点动速度按钮选择的速度运行。
2. Dry Run只能在程序完成或[RESET]时打开或关闭
按下。空运行使所有命令的 X Y Z 移动和请求的工具
变化。倍率键可用于调整主轴转速。
清单 :
1. 预启动
- 确保台钳或固定装置牢固且您的设置安全。
- 工作控股不应该按要求执行。
- 移除虎钳手柄。
- 清除所有工具或其他物体的工作区域。
- 关闭机器门。
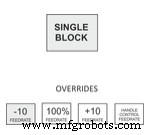
- 打开单块模式。
- 按 Rapid Feedrate-10 按钮 8 次,将快速进给率倍率设置为最大值的 20%。
2.开始
- 将一只手放在 Feed Hold 按钮上,并准备好在出现任何问题时按下它。
- 按下循环开始按钮。
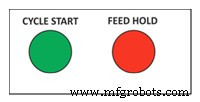
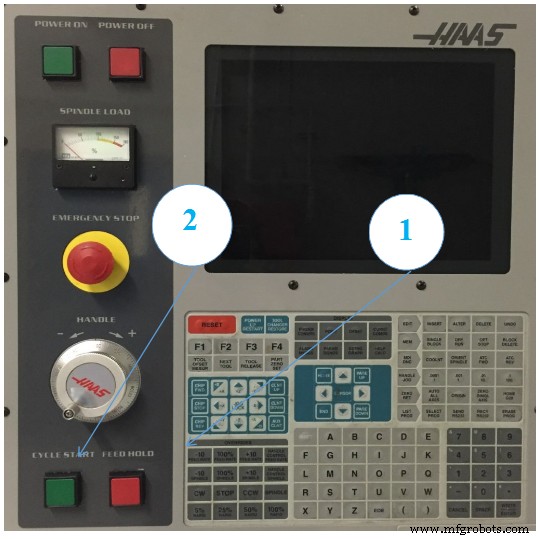
图 19. 运行 CNC 程序
一个常见的错误是夹具或刀具长度偏移设置不正确。首次运行程序时,请将机器设置为单块模式。将快速进给速度降低到 25%,谨慎操作。一旦刀具开始切削,关闭单块模式并让程序运行。不要让机器无人看管,并将一只手放在进纸保持按钮上。聆听、观察切屑形成,并准备好调整切削进给率以适应切削条件。
调整 CDC 偏移量
可以调整使用刀具直径补偿 (CDC:G41/G42) 的加工操作,以考虑刀具磨损和变形。测量零件上已完成的特征并将其与所需值进行比较。从目标尺寸中减去实际尺寸,并将差值输入到该工具控件上的 CDC 寄存器中。例如:
(目标特征尺寸:2.5000)–(实际特征尺寸:2.5150)=磨损值:-0.0150
现在将补偿刀具路径的尺寸差异。再次运行相同的操作应该会导致特征正好是目标大小
磨损补偿仅用于轮廓走刀。它不用于面铣、3D 铣削或钻孔循环。在您的 CAD/CAM 软件中选择磨损补偿选项,如果需要,设置工具直径磨损值,如上所示。使用时,磨损值始终为负数。始终将所有刀具的刀具直径几何形状设置为零,因为 CAD/CAM 软件已经通过编程刀具中心线路径来计算刀具直径。
清单:
1. 偏移页面:选择并按下偏移
2. 调整直径偏移:选择并输入数值
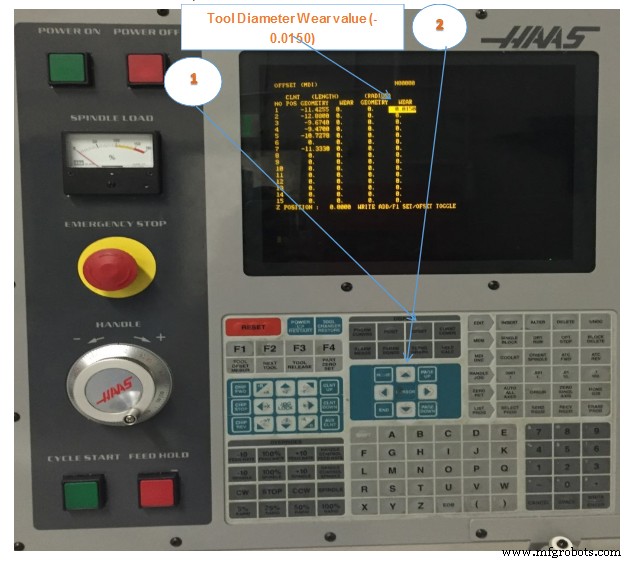
- Pg Up/Dn 以突出显示要调整的工具。
- 使用数字键盘输入一个值。
- 如上图所示的刀具直径磨损值示例:-0.0150
- 选择并按下Writ/Enter
图 20. 调整 CDC 偏移量
关闭数控机床
清单:
1.从主轴上取下刀具:
- 输入空工具轮播的编号。
- 选择 ATC FWD
2. 点动机器到安全区域:
• 选择慢跑
3.关机键:按POWER OFF
关机后检查清单:
• 用干净柔软的抹布擦拭主轴,去除冷却液,防止生锈。
• 收起工具。
• 清理工作区。
• 始终将机器、工具和设备保持在与您找到它们时相同或更好的状态。
每次使用后清洁机器以防止腐蚀、促进安全的工作环境以及作为对他人的专业礼貌,这一点很重要。在每节课结束时至少留出 15-30 分钟进行清洁。至少,收起所有未使用的工具和工具,用冷却液冲洗机器,从工作台上清除静止的冷却液,然后运行排屑器。
单元测试
1. 请列出HAAS键盘的八个功能区。
2.描述如何门覆盖。
3. 说明如何加载工具。
4. 描述MDI并举例说明。
5. 说明如何设置零件零偏。
6. 请描述使用MDI验证零件零偏。
7. 解释如何设置刀具长度偏移
8. 请描述使用MDI验证刀具长度偏移。
9. 描述如何保存CNC程序。
10. 请解释一下关机程序。
工业技术