

避免模塑零件中的流线
 带有黄色着色剂的尼龙材料的漩涡效果示例。选择预混树脂可以帮助客户避免这个问题。
带有黄色着色剂的尼龙材料的漩涡效果示例。选择预混树脂可以帮助客户避免这个问题。
不能错过投篮的篮球运动员可能会说他们在区域 .一位心理学家描述了这种现象——发现心流 —作为一种富有成效的参与状态,通常被认为是幸福的秘诀。
然而,在注塑成型零件中寻找流线会导致设计工程师和客户不满意。当流线在医疗设备、汽车应用或消费品等严重依赖注塑成型的行业的零件上可见时,尤其如此。
流线是注塑成型零件中可能出现的表面不规则、波浪图案或波纹效果,颜色可能略有不同。
好消息是流线只是一个美学问题,不会影响零件的强度或结构完整性,零件会按预期运行。
更好的是,设计人员和生产零件的制造商有办法减少流水线并实现制造高质量塑料零件的目标。
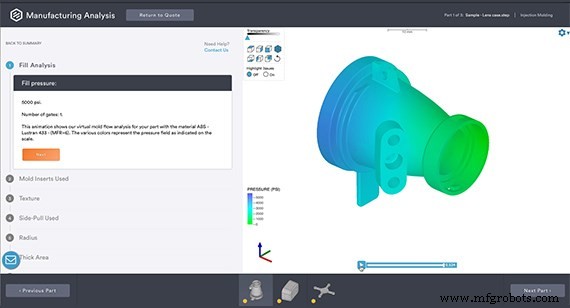 Protolabs 的制造设计 (DFM) 分析会自动突出显示 CAD 模型中的薄区域和厚区域,这有助于开始讨论确保通过模具的一致流动的方法。
Protolabs 的制造设计 (DFM) 分析会自动突出显示 CAD 模型中的薄区域和厚区域,这有助于开始讨论确保通过模具的一致流动的方法。 顺其自然
在讨论这些设计和其他考虑因素之前,请记住塑料注射成型是一种制造过程,涉及将树脂颗粒加热到熔融状态,然后根据驱动成型过程的计算机中编入的数字指令,将熔融材料注入金属工具(模具)。冷却后,您将获得最终的生产级热塑性部件。
在注塑成型过程中,当流过模具的液体、熔融塑料与已经冷却的塑料材料接触时,通常会产生流线。
当热塑料从模具较厚的区域流向较薄的区域时,塑料已经冷却并变得粘稠的区域时,更有可能发生这种情况。均匀的壁厚有助于确保适当的材料流速,从而使较薄区域的塑料在完全填充较厚部分之前不会冷却。
由于某些零件的厚度不可能完全相同,因此厚壁区域和薄壁区域之间的渐变而不是剧烈变化将有助于避免可能导致流线的材料流动差异。 Protolabs 的可制造性设计 (DFM) 分析会自动突出显示 CAD 模型中的薄区域和厚区域,这有助于引发关于如何减少这些差异的讨论。
保持熔融塑料流动的另一种方法是在模具设计中避免尖锐的内角,即具有 90 度边缘的角。最好将拐角设计成河流中平滑的弯道。塑料很容易形成圆角,遵循这些曲线中的半径以更均匀地填充模具。
一些客户在他们的设计中添加肋或垂直薄壁,基本上在零件内形成骨架,以增加注塑零件的结构完整性。遍布整个零件的肋条也可以用作流动通道,帮助塑料更快、更容易地从一侧流到另一侧。

自定义着色剂的平稳混合对于避免模塑部件中的流线也很重要。
选择材料以改善树脂流动
每种塑料在注塑成型过程中的表现略有不同。聚乙烯和聚丙烯等熔体温度较低、粘度较低的材料流动性好,填充模具更顺畅、更均匀。
其他材料,如聚碳酸酯,具有粘性,对于薄零件来说不是很好的选择,因为它们很难正确填充模具。 ABS 热塑性塑料处于中间位置,适用于某些应用。
然而,塑料是不可互换的。有些部件需要坚固或灵活,而其他部件可能需要抗冲击或耐化学腐蚀。由于当今可用的塑料种类繁多,同一系列中具有更好熔体流动速率或粘度的另一种材料可能是避免流线和生产更好部件的一种选择。
在生产前避免流水线
专家成型团队成员可以在使用新模具生产客户零件之前解决流水线和其他问题。操作员可以调整设备上的几个参数以减少流线。这些措施包括提高材料进入零件的注射速度、提高材料的温度或调高填充压力。在树脂进入模具之前,Protolabs 的数字模流模拟可以确定何时改变零件的厚度或所用塑料的类型会改善模具中的材料流动并允许在安全压力水平下进行生产。
像 Protolabs 这样的数字制造商可以使用具有成本效益的铝制注塑模具在一天内生产最终零件,并提供从原型制作到按需制造的节省成本的选择。可在数小时内提供包含免费零件设计分析的报价。
工业技术