

缝合
背景
手术缝合线用于闭合伤口或切口的边缘并修复受损组织。缝合线的种类很多,具有不同的特性,适用于不同的用途。缝合线可分为两大类:可吸收的和不可吸收的。可吸收缝线在体内分解。它会随着伤口或切口的愈合而降解。不可吸收的缝合线会阻止身体试图溶解它。在表面切口愈合后,外科医生可以移除不可吸收的缝合线。
缝合线由人造和天然材料制成。天然缝合材料包括丝绸、亚麻布和羊肠线,实际上是牛或羊经过干燥和处理的肠道。合成缝合线由多种纺织品制成,如尼龙或聚酯,专为外科手术使用而配制。可吸收合成缝线由聚乙醇酸或其他乙交酯聚合物制成。大多数合成缝合材料都有专有名称,如 Dexon 和 Vicryl。防水材料Goretex已用于手术缝合线,其他缝合线由细金属线制成。
缝合线也根据其形式进行分类。有些是单丝,即仅由一根线状结构组成。其他的由几根细丝编织或扭在一起组成。外科医生根据手术选择使用哪种类型的缝合线。单丝具有所谓的低组织阻力,这意味着它可以顺利通过组织。编织或扭曲的缝合线可能具有更高的组织阻力,但更容易打结并具有更大的打结强度。编织缝线通常有涂层以改善组织阻力。其他缝合线可能在挤压材料的光滑套筒内具有编织或扭曲的芯线。这些被称为假单丝。缝合线也可以根据其直径进行分类。在美国,缝合线直径以从 10 降到 1 的比例表示,然后又从 1-0 降到 12-0。 9 号缝合线的直径为 0.0012 英寸(0.03 毫米),而最小的 12-0 号缝合线的直径比人的头发还小。
缝合线制造受食品和药物管理局 (FDA) 的监管控制,因为缝合线被归类为医疗器械。该行业的制造指南和测试由位于马里兰州罗克维尔的名为美国药典的非营利、非政府机构提供。
历史
医生使用缝合线至少已有 4,000 年的历史。古埃及的考古记录表明,埃及人使用亚麻布和动物肌腱来缝合伤口。在古印度,医生使用甲虫或蚂蚁的头来有效缝合伤口。活物被贴在伤口的边缘,他们用钳子夹住伤口。然后医生将昆虫的尸体切掉,将下颚留在原处。古代医生使用的其他天然材料还有亚麻、头发、草、棉花、丝绸、猪鬃和动物肠道。
虽然缝线的使用很普遍,但缝合的伤口或切口经常被感染。 19 世纪的外科医生更喜欢烧灼伤口,这通常是一个可怕的过程,而不是冒着患者因缝合线感染而死亡的风险。伟大的英国医生约瑟夫·利斯特 (Joseph Lister) 在 1860 年代发现了消毒技术,使手术更加安全。 Lister 将肠线缝合材料浸泡在苯酚中使其无菌,至少在外面是这样。 Lister 花费了 10 多年的时间对肠线进行实验,以找到一种柔软、坚固、可消毒且可在体内以适当速度吸收的材料。 20 世纪初,一位德国外科医生在处理肠线方面取得了进展,从而产生了一种真正无菌的材料。
在 1930 年代,肠线是主要的可吸收缝合材料,而医生在需要不可吸收材料的地方使用丝绸和棉花。缝合技术随着 1938 年尼龙和涤纶的出现而进步。随着越来越多的人造纺织品被开发出来并获得用于缝合的专利,针技术也在进步。外科医生开始使用无创伤针,将其压入或卷曲在缝合线上。这省去了在手术室穿针的麻烦,并使整个针的直径与缝合线本身的尺寸大致相同。在 1960 年代,化学家开发了可以被人体吸收的新合成材料。它们是聚乙醇酸和聚乳酸。以前,可吸收缝线必须由天然材料肠线制成。合成可吸收缝合材料现在在美国医院中比羊肠线更普遍。
1970 年代,FDA 开始要求批准新的缝合材料。 1976 年,FDA 增加了一项医疗器械修正案,从那时起,缝线制造商就必须为新缝线寻求上市前批准。制造商必须遵守特定的良好生产规范,并保证其产品安全有效。新型缝合材料的专利授予期限为 14 年。
原材料
天然缝合线由肠线或重组胶原蛋白制成,或由棉花、丝绸或亚麻制成。合成可吸收缝线可由聚乙醇酸、乙交酯-丙交酯共聚物制成;或聚二恶烷酮,一种乙交酯和三亚甲基碳酸酯的共聚物。这些不同的聚合物以特定的商品名销售。合成不可吸收缝合线可由聚丙烯、聚酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚酰胺、不同的专有尼龙或 Goretex 制成。一些缝合线也由不锈钢制成。
缝合线通常有涂层,尤其是编织或扭曲的缝合线。它们也可能被染色,以便在手术过程中容易看到。只能使用 FDA 批准的染料和涂料。一些允许使用的染料是:原木提取物、铬钴铝氧化物、柠檬酸铁铵连苯三酚、D&C 蓝 9 号、D&C 蓝 6 号、D&C 绿 5 号和 D&C 绿 6 号。所使用的涂料取决于缝线是可吸收的还是不可吸收的。可吸收涂层包括泊洛沙姆 188 和硬脂酸钙与乙交酯-丙交酯共聚物。不可吸收的缝合线可能涂有蜡、硅树脂、碳氟化合物或聚四亚甲基己二酸酯。
缝合针由不锈钢或碳钢制成。针可以镀镍或电镀。包装材料包括防水箔,例如铝箔,以及纸板和塑料。
设计
缝合线旨在满足许多不同的需求。例如,腹部手术的缝合线不同于白内障手术中使用的缝合线。由于没有一种缝合线适合每种手术,因此外科医生和医学设计师想出了具有不同品质的缝合线。一种可能更易吸收但不太灵活,而另一种则非常坚固但可能有点难以打结。这为外科医生提供了许多选择。新缝线的设计者必须考虑许多因素。缝合线降解的速度很重要,不仅沿缝合线的长度而且在结处。一些缝线需要有弹性,这样它们才能拉伸而不会断裂。其他人需要紧紧抓住。缝合线制造商使用专门设计的机器来测试和研究缝合线。新的缝合线设计也通过化学测试进行测试,例如将它们浸泡在各种溶液中,并在动物身上进行测试。
制造
过程
手术用缝线的制造与生产差别不大 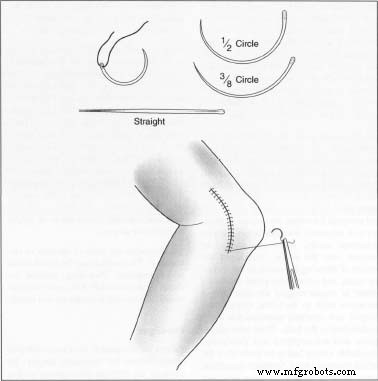 一个人被缝合的例子。其他合成纺织品。原料聚合,聚合物挤出成纤维。纤维在机器上拉伸和编织,类似于在为服装行业生产涤纶线的工厂中可能找到的机器。制造过程通常发生在三个地点:一个工厂生产缝合纺织品,另一个生产针,第三个工厂称为精加工工厂,将针连接到缝合线、包装和消毒。
一个人被缝合的例子。其他合成纺织品。原料聚合,聚合物挤出成纤维。纤维在机器上拉伸和编织,类似于在为服装行业生产涤纶线的工厂中可能找到的机器。制造过程通常发生在三个地点:一个工厂生产缝合纺织品,另一个生产针,第三个工厂称为精加工工厂,将针连接到缝合线、包装和消毒。
- 缝合线制造的第一步是生产原料聚合物。工作人员将构成聚合物的化学物质测量到化学反应器中。在反应器中,化学物质被结合(聚合),强制通过模具,并以微小颗粒的形式排出。
- 接下来的工人将颗粒倒入挤出机中。挤出机有一个喷嘴,看起来像一个淋浴头,上面有许多小孔。机器熔化聚合物,液体流过小孔,形成许多单独的细丝。
- 挤出后,长丝在两个辊之间拉伸。细丝可拉伸至其原始长度的五倍。
- 一些缝合线以单丝形式生产。其他是编织或扭曲的。为了编织缝合线,挤出的单丝缠绕在线轴上,线轴被装载到自动编织机上。这种机器通常是旧设计,也可能用于制造织物。编织在一起的细丝数量取决于为特定批次制作的缝合线的宽度。一根很细的缝线可以编织20根细丝,中等宽度的数百根,很粗的缝线可以编织数千根细丝。编织机生产一根连续的编织材料股。它的工作速度非常慢,通常机器一次可以运行长达四个星期。这个过程几乎是完全自动的。工厂的工人检查设备是否出现故障并重新加载空线轴,但通常该过程需要很少的人力。
- 编织后,缝合线要经过几个阶段的二次加工。非编织缝合线在挤压和初始拉伸后也将经历这些步骤。工人将材料装载到另一台机器上,该机器执行另一次拉伸和压制操作。与第一次拉伸不同,这一步可能只需要几分钟,并且只会使材料的长度增加约 20%。缝合线穿过热板,任何肿块、障碍物或缺陷都会被熨平。
- 接下来,工作人员将缝合线穿过退火炉。退火炉使缝合线承受高温和张力,这实际上将聚合物纤维的晶体结构排列成一条长链。此步骤可能需要几分钟或几个小时,具体取决于缝合的类型。
- 退火后,可以对缝线进行涂层。涂层材料因缝合线的材料而异。缝合线穿过涂层材料浴,涂层材料可能是溶液,也可能是浓稠的糊状状态,称为浆液。
- 此时,加工厂的所有主要制造步骤都已完成。现在,质量保证人员对这批缝合线进行各种质量测试。这些工人确保缝合线符合适当的直径、长度和强度,寻找物理缺陷,并在动物和试管测试中检查可吸收缝合线的溶解性。如果批次通过所有测试,则将其运送到精加工工厂。
- 手术针在另一家工厂生产,并运往精加工工厂。针由细钢丝制成,并纵向钻孔。整理厂的工人将缝合线切割成标准长度。缝线的长度被机械地插入针的空腔中,并且针被卷曲到纤维上。这个过程称为型锻。
- 接下来,将缝合线和连接的针头插入铝箔包中并进行消毒。消毒方法因缝合材料而异。一些缝线用伽马射线消毒。在这种情况下,缝合线被完全包装。整个包装,通常是纸板箱内的密封箔包装,放置在传送带上。密封的包装通过发射伽马辐射的铅笔形透镜。这会杀死所有微生物。缝合线现在可以装运了。一些缝合材料不能承受伽马辐射,并且在不同的过程中进行消毒。缝合线和针头包装在铝箔包装中,但包装保持打开状态。包装进入一个气室,然后充满环氧乙烷气体。然后将铝箔包装密封,插入盒子或其他包装中,准备装运。
质量控制
缝合线作为医疗器械,受到严格的质量控制。到达制造工厂的所有原材料都经过测试,以确保它们符合预期。每批缝合线在主要制造步骤后都经过各种物理特性(例如直径和强度)的测试。缝合线行业开发了一系列精密仪器,用于测试特殊缝合线特性,例如结安全性和组织阻力。缝合线的直径、长度和强度测试也在精加工工厂进行。精加工工厂还必须测试针头与缝合线的连接情况。缝合线质量控制指南由独立组织美国药典制定。
未来
一直在开发新的缝合线,以更好地响应特定的手术需求。在不更换缝合线的同时,科学家们还设计了替代的伤口闭合方法。第一台外科缝合器发明于 1908 年,但缝合器技术在 1990 年代有了长足的发展。精确的机器能够将可吸收的钉书钉(薄如四根人的头发)放置在皮肤表层下方,以确保切口不会留下疤痕。 2000 年首次在美国对患者进行测试的相关设备是手术拉链。外科医生可以将拉链放在笔直的切口上并将伤口拉上拉链,从而无需缝合。伤口愈合后,患者可以在淋浴时洗掉拉链。另一种仍在发展的手术闭合方法是手术胶。如果伤口必须在没有麻醉的情况下闭合,则手术胶水比缝合线痛苦。在某些情况下,胶水可能会留下较少的疤痕,并且术后更容易护理。
哪里可以了解更多
书籍
Mukherjee, D. P. “缝合线”。 聚合物:生物材料和医学应用。 纽约:约翰威利父子公司,1989 年。
Planck, H.、M. Dauner 和 M. Renardy,编辑。 用于植入的医用纺织品。 柏林:Springer-Verlag,1990 年。
期刊
“Dermabond 'Super Glue' 收到的评价褒贬不一。” 皮肤科时代 (1999 年 10 月):1。
Mraz, Stephen J. “从蚂蚁的下巴到可吸收的订书钉。” 机器设计 (1995 年 1 月 12 日):70ff。
“Zip-it-y Doo Dah。” 护理 (2000 年 5 月):62。
安吉拉 伍德沃德
制造工艺