

血管成形术球囊
背景
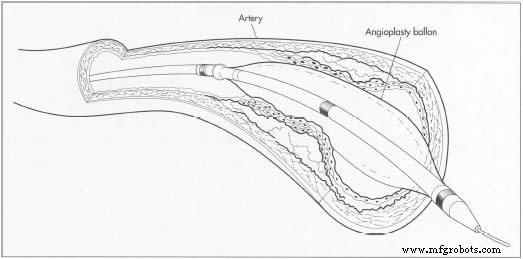
血管成形术球囊是一种医疗器械,可插入阻塞的动脉并充气以清除阻塞并允许血液流动。血管成形术的完整医学名称是经皮腔内冠状动脉成形术。自 1980 年以来在美国广泛使用,它可以缓解心绞痛(胸痛)并预防冠心病患者的心脏病发作。在血管成形术之前,搭桥手术是动脉阻塞患者的唯一选择。在搭桥手术中,医生必须打开患者的胸腔,将血管重新引导至心脏。血管成形术的侵入性较小,因为球囊通过血管进入,而胸部保持闭合。与搭桥手术相比,血管成形术的患者恢复时间通常也更快。
血管成形术在局部麻醉下进行,患者保持清醒,因此医生可以询问他或她在手术过程中是否感到任何疼痛。外科医生打开腿顶部的股动脉,并将一根穿在细导丝上的导管插入血管。导管是一种管状医疗器械,长约 3 英尺(91 厘米)。外科医生将导管通过血管送入冠状动脉。导管释放染料,因此可以在荧光镜上看到其精确位置,荧光镜是一种通过 X 射线观察内部结构的仪器。当第一根导管在阻塞的动脉处就位时,外科医生将一根较小的、带有球囊的导管穿过它。这个导管大约有铅笔芯的宽度,气球本身的长度对应于动脉受影响部分的长度——通常不到一英寸。外科医生将带有球囊的导管引导到狭窄的动脉中。医生给气球充气几秒钟。它的直径约为八分之一英寸(0.3 厘米)。如果患者没有感到任何疼痛,那么医生会继续给气球充气一分钟。这会清除动脉阻塞,然后移除导管。患者接受处方药治疗以稀释血液并防止凝块,并应在数周内从手术中恢复。
在 1990 年代后期,每年约有 500,000 人接受血管成形术。医学研究人员继续比较血管成形术与搭桥手术的好处。血管成形术的主要缺点是多达一半的接受手术的患者最终需要重复手术。然而,正在采取新的方法来防止一些疤痕组织的积聚,这些疤痕组织会在手术后缩小动脉。
历史
德国医生 Werner Forssmann 是已知的第一位用导管进入心脏的医生。他在 1929 年为自己做了这个手术,当时他 25 岁。 Forssmann 在 Eberswald 镇的一家小诊所工作。他对研究心脏导管很感兴趣,但他在诊所的上司禁止他研究任何如此危险的事情。他没有被吓倒,决定在未经上司同意的情况下进行实验。但未经护士许可,他无法使用无菌器械。 Forssmann 说服一名护士给他拿仪器,说服她他会在她身上使用导管。柔顺的女人同意让他给她做手术。但 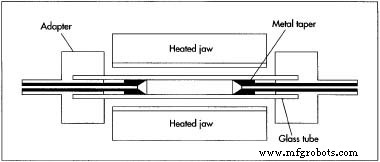 血管成形术球囊通过吹塑成型,该过程使用加热钳口和压缩空气对气球变成正确的形状。当她躺在手术台上等着做手术时,福斯曼把她绑起来不让她干涉,而是自己给自己做了手术。他麻醉了自己的手臂,然后将一根 26 英寸(66 厘米)长的导管沿静脉插入心脏。 X 射线证实管子实际上在他的心脏内。 1956 年,福斯曼因其工作而获得诺贝尔奖,与其他两位医生安德烈弗雷德里克库曼德和迪金森 W.理查兹分享,他们扩展了他的想法。
血管成形术球囊通过吹塑成型,该过程使用加热钳口和压缩空气对气球变成正确的形状。当她躺在手术台上等着做手术时,福斯曼把她绑起来不让她干涉,而是自己给自己做了手术。他麻醉了自己的手臂,然后将一根 26 英寸(66 厘米)长的导管沿静脉插入心脏。 X 射线证实管子实际上在他的心脏内。 1956 年,福斯曼因其工作而获得诺贝尔奖,与其他两位医生安德烈弗雷德里克库曼德和迪金森 W.理查兹分享,他们扩展了他的想法。
1960 年代,俄勒冈州的一位医生 Charles Dotter 研究了通过导管扩张狭窄动脉的情况。多特通过逐渐变大的导管穿过狭窄的腿部动脉。多特的工作在欧洲受到重视,但在美国却很少受到关注。 Porstmann 博士于 1973 年开发了一种用于打开髂动脉(在腿的顶部)的球囊导管。在瑞士苏黎世大学医院工作的 Andreas Gruentzig 博士因进行了首例球囊血管成形术以打开堵塞的冠状动脉而受到赞誉。 Gruentzig 在 1970 年代一直致力于完善一种足够薄且柔韧的球囊导管来完成这项工作。 1977 年,他进行了第一次手术。患者因单条动脉阻塞而遭受心绞痛。如果手术失败,Gruentzig 在一组医生的帮助下进行了手术,以进行紧急旁路手术。但是血管成形术是成功的。 Gruentzig 将这项技术传授给其他人,并在 1980 年移民到佐治亚州亚特兰大时将他的技术带到了美国。 Gruentzig 于 1985 年在一次飞机失事中去世,但在他引入血管成形术的 10 年内,该手术正在进行中每年超过 200,000 名患者。随着技术的改进,这个数字在接下来的十年中上升,并且发现了更好的处方药来防止扩张后留下疤痕。
原材料
血管成形术球囊的关键要求是强度和柔韧性。已经使用了多种结合这些特性的塑料。 Gruentzig 时代使用的第一个血管成形术球囊由柔性 PVC(聚氯乙烯)制成。下一代气球技术使用了一种称为交联聚乙烯的聚合物。二十一世纪通常使用的材料是聚对苯二甲酸乙二醇酯 (PET) 或尼龙。 PET 是塑料汽水瓶中常用的一种塑料。它比尼龙稍微结实一些,但尼龙更柔韧。因此,根据制造商的偏好,使用任何一种材料。一些血管成形术球囊带有涂层,用于润滑、耐磨或输送抗凝药物。在这些情况下,需要额外的原材料。
制造过程
血管成形术球囊是通过将材料挤压成管状,然后通过称为吹塑成型的工艺将管子制成球囊而制成的。
挤压
- 1 球囊原料以颗粒状到达制造工厂
 将血管成形术球囊插入堵塞的动脉并充气以清除 6 锁定并使血液流动。形式。工人们将原材料倒入加热的桶形大桶中。随着颗粒熔化和液化,旋转螺杆将材料混合成均匀的混合物。然后将液态塑料泵送通过挤出装置。这是一个有一个孔的喷嘴。液体作为长管从挤出机中出来。管子由机械牵引器拉过冷却浴,冷却管子使其凝固。接下来,机械切割器将管道切割成指定长度。此时,管材被称为预成型件。
将血管成形术球囊插入堵塞的动脉并充气以清除 6 锁定并使血液流动。形式。工人们将原材料倒入加热的桶形大桶中。随着颗粒熔化和液化,旋转螺杆将材料混合成均匀的混合物。然后将液态塑料泵送通过挤出装置。这是一个有一个孔的喷嘴。液体作为长管从挤出机中出来。管子由机械牵引器拉过冷却浴,冷却管子使其凝固。接下来,机械切割器将管道切割成指定长度。此时,管材被称为预成型件。
气球成型
- 2 接下来,通过吹塑成型形成气球。尽管切割了许多管子,但一次只进行一件吹塑。一名工人将预成型件插入称为玻璃成型件的设备中。制造商可能有各种玻璃形式,对应于产品的不同成品直径。接下来,管子的一端被焊接封闭。开口端连接到压缩空气源。然后两个加热的钳口在零件周围闭合。
- 3 打开压缩空气,使预成型坯保持恒定的内部压力。加热的钳口加热工件。这个预热时间为下一步准备塑料。吹塑过程由带有传感器的计算机控制,该传感器确定材料何时达到用于下一步压力成型的最佳温度。
- 4 预热后,计算机向压缩空气机发出信号以切换到高压模式。气球在此高压下膨胀指定的时间。高压阶段开始后不久,加热的钳口就会拉伸材料。然后再次用压缩空气冷却形成的气球。现在它已准备好从玻璃模中取出、检查和包装。
检验
- 5 个血管成形术球囊为了质量控制而进行了一系列检查。气球通过目视检查和机器检查。
包装
- 6 如果制造商只生产血管成形术球囊,而不生产与设备配套的导管,球囊会单独装箱,装袋,然后运送到更大的制造商。然后,该制造商通过将球囊包裹在导管周围并对其进行消毒来组装血管成形术套件。首先,气球被真空泵压扁。然后工作人员将其粘合或热粘合到导管轴上。此时再次测试气球。然后工作人员再次给气球放气,将它包裹在轴上,在上面放上保护膜,然后将其送去消毒,准备好供医院使用。
质量控制
当然,质量控制在医疗器械中极为重要。血管成形术球囊一次制造一个,通常每件都在形成后进行检查。一名工人目视检查气球是否有任何明显的缺陷。然后工人将气球装入一台测试其壁厚的机器中。接下来,气球被放置在另一台机器中,该机器对其进行充气并检查内部压力。
美国食品和药物管理局 (FDA) 负责监督医疗器械行业的质量控制。 1970 年的一项联邦研究显示,与医疗设备相关的数千人受伤和大量死亡。因此,国会在 1976 年修订了《食品和药品法》,授予 FDA 对医疗器械制造的权力。每个医疗器械在上市前都需要通知 FDA,制造商必须证明该器械是安全有效的。由于血管成形术球囊制造质量的重要性,制造它们的公司通常不以规模经济为目标,或者尽可能快地生产大量球囊。相反,气球是以劳动密集型的方式制造的,一次一个,一步一步地检查。
未来
血管成形术对患者来说比搭桥手术更简单、更容易,在某种程度上,它取代了这种手术。它最大的缺点是大约 30-50% 的接受手术的患者需要重复手术,因为他们的动脉再次堵塞。最初的堵塞在医学上称为狭窄,当它发生在血管成形术之后,则称为再狭窄。 21 世纪初,大多数关于血管成形术的研究都集中在预防再狭窄的方法上。一些血管成形术球囊涂有处方药,如肝素,以防止动脉积聚。这种药物通常在手术后给予患者,但使用涂层球囊,药物可以直接输送到受影响的动脉。一些外科医生还在试验一种叫做支架的装置,它可以在血管成形术期间放置在动脉中,以防止血管再次堵塞。支架是小金属管,可以是不锈钢或某种柔性钢网。最新的血管成形术技术涉及将球囊与支架相结合,为患者和外科医生带来最佳效果。
制造工艺