

水龙头
背景
水龙头是一种用于从管道系统输送水的装置。它可以由以下组件组成:喷嘴、手柄、提升杆、滤芯、曝气器、混合室和进水口。当手柄打开时,阀门打开并控制任何水或温度条件下的水流量调节。水龙头主体通常由黄铜制成, 虽然也使用压铸锌和镀铬塑料。
大多数住宅水龙头是单控或双控插装式水龙头。某些单控制类型使用垂直操作的金属或塑料核心。其他人使用金属球,弹簧加载的橡胶密封件嵌入水龙头体内。较便宜的双控水龙头包含带有橡胶密封件的尼龙滤芯。一些水龙头有一个更耐用的陶瓷圆盘滤芯。
水龙头必须符合节水法。在美国,浴缸水龙头现在每分钟的水量限制为 2 加仑(7.6 升),而浴缸和淋浴水龙头的水量限制为 2.5 加仑(9.5 升)。
根据美国自来水厂协会研究基金会于 1999 年完成的一项基于从 1,188 个住宅收集的用水数据的研究,水龙头人均每天平均运行 8 分钟 (pcd)。在日常 PCD 使用中,室内用水量为 69 加仑(261 升),水龙头使用量第三高,为 11 加仑(41.6 升)PCD。在配备节水装置的住宅中,水龙头以 11 加仑(41.6 升)pcd 升至第二位。水龙头的使用与家庭规模密切相关。青少年和成人的加入增加了用水量。水龙头的使用也与外出工作的人数呈负相关,对于拥有自动 洗碗机的人来说,水龙头的使用率较低。
历史
管道系统自古就存在。大约 1700 B.C. ,克里特岛上的克诺索斯米诺斯宫殿以赤土管道为特色,为大理石、金和银的喷泉和水龙头提供水。铅管系统和个人浴室也存在于罗马时期,大约从公元前 1000 年<小>到公元。 476. 罗马的公共浴室也配备了银色水龙头,以及其他大理石和金色装置。到公元四世纪,罗马拥有 11 个公共浴池、1,352 个公共喷泉和蓄水池以及 856 个私人浴池。
从那时起,管道系统发生了巨大变化,包括水龙头。多年来,水龙头带有两个把手,一个用于冷水,一个用于热水。直到 1937 年,这种设计才改变。那一年,住在华盛顿州西雅图的一位名叫 Al Moen 的大学生打开水龙头洗手,因为水太热而烫伤了双手。这在 Al Moen 的脑海中产生了关于单把手水龙头的想法。
摩恩的第一个设计是带有凸轮来控制两个阀门的双阀水龙头。由于水龙头无法工作,它被一家主要的固定装置制造商拒绝,然后摩恩转而采用圆柱形设计。根据那次经验,他决定制造一种水龙头,通过活塞动作为用户提供所需温度的水。 1940年至1945年间,他设计了数款水龙头,终于卖出了第一把单把 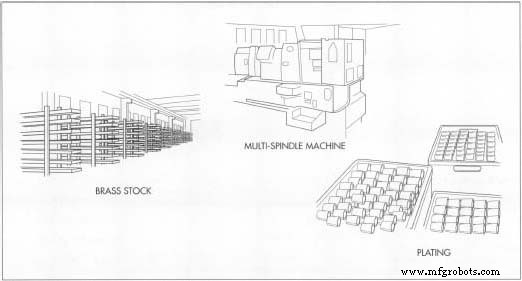 使用6rass原料,多轴机器自动成型水龙头零件。电镀通过添加额外的保护涂层来提高耐用性。 1947 年底在旧金山将混合水龙头交给当地的管道供应商。到 1959 年,摩恩单把手水龙头已在美国数十万个家庭中使用,并在全球约 55 个国家/地区销售。如今,单把手水龙头如此受欢迎,以至于超过 40% 的美国家庭都能找到它们。
使用6rass原料,多轴机器自动成型水龙头零件。电镀通过添加额外的保护涂层来提高耐用性。 1947 年底在旧金山将混合水龙头交给当地的管道供应商。到 1959 年,摩恩单把手水龙头已在美国数十万个家庭中使用,并在全球约 55 个国家/地区销售。如今,单把手水龙头如此受欢迎,以至于超过 40% 的美国家庭都能找到它们。
摩恩在他的一生中提出了其他一些发明,包括可更换滤芯(消除了水龙头中的垫圈)、屏幕曝气器、按钮式淋浴阀分流器、旋转喷头、压力平衡淋浴阀和流量控制曝气器。但摩恩并不是唯一关注水龙头改进的公司。 1945 年,Landis H. Perry 设计了第一个用于水龙头的球阀。其目的是提供一种组合的体积和混合控制,其具有用于密封阀元件的简单且有效的手段。该设计也可以很容易地修复。
1952 年,Perry 的球阀获得了专利。此后不久,Alex Manoogian 购买了该专利的权利,并于 1954 年推出了第一款 Delta 水龙头。Delta 单把手水龙头是第一个使用球阀设计的水龙头,它证明了非常成功。到 1958 年,也就是该产品推出仅四年后,达美航空的销售额就突破了 100 万美元。
大约 20 年后,Wolvering Brass 为控制水的陶瓷圆盘申请了专利。与在水道中使用橡胶的墨盒不同,陶瓷圆盘经过研磨和抛光,达到只能在光带中测量的平整度。由于它们的高耐磨性和提供更准确的控制,这种盘的使用寿命更长。这些圆盘或阀门现在被广泛使用。
最近的其他创新包括用于减少氯、铅和包囊的内置滤芯;内置拉出式喷雾器;专为残疾人士设计的水龙头;和电子水龙头。后者是在 1980 年代初引入的,用于保护和卫生目的。这些水龙头配有红外线光束,当人将手放在水龙头下方时,光束会中断,从而触发水打开。近年来,电池供电的电子水龙头也已面世。
原材料
黄铜是铜和锌的合金,由于其抗软水腐蚀和硬水钙化,因此是最广泛使用的水龙头材料。它通常含有一些合金元素——比如铋——以使其更容易加工。黄铜以直径为 0.13-2 英寸(0.33-5 厘米)的棒料形式接收,具体取决于水龙头的尺寸。构成水龙头的大多数其他部件由其他金属或陶瓷制成,并作为成品从其他制造商那里收到。
设计
为了满足各种消费者的需求,水龙头有多种款式、颜色和饰面。符合人体工程学的设计可能涉及更长的喷嘴长度和更易于操作的手柄。水龙头的形状和表面处理会影响制造过程。有些设计比其他设计更难加工或锻造。可以使用不同的整理过程来获得不同的外观。
对于房主,可以使用特殊饰面,包括拉丝镍、抛光镍、缎黑色、金色、铂金和各种颜色。消费者现在还可以定制水龙头的外观,结合不止一种类型的饰面。保修期更长,功能更多。 2000 年春季,消费者的价格从 40 美元一直到 500 美元不等。
制造过程
水龙头的制造过程已经高度自动化,大部分机器由计算机控制。生产力和效率因此多年来得到了提高。基本过程包括形成水龙头主体(如果不需要旋转件,有时还包括出水口)、涂饰,然后组装各种部件,然后进行检查和包装。水龙头行业也受到环境法规的影响,需要开发特殊工艺。
成型
-
1 有两种方法可以制作水龙头体。大多数制造商使用机加工工艺将车身塑造成所需的尺寸和尺寸。这包括首先将棒材切割成短坯料,然后将它们自动送入多主轴和多轴设计的计算机数控加工中心。这台机器执行车削、铣削和钻孔操作。制作零件通常需要大约一分钟。
较大的水龙头可能需要大量的机加工操作。例如,使用旋转加工中心的某些厨房龙头主体需要进行 32 次以上的加工操作。使用合适的机器,制造零件只需 14 秒。某些零件,例如厨房水龙头的浇铸出水口,在组装前也需要单独加工。
- 2 一些水龙头制造商使用热锻代替机加工,因为这种方法可以在大约三秒钟内生产出近净形状,而且浪费很少。锻造是通过以某种方式使金属变形而使金属成型的过程。在热锻中,加热的金属被压入与水龙头主体形状几乎相同的模具中。压力在几秒钟内缓慢增加,以确保模具完全充满金属。只需要轻微的机械加工就可以生产出精确的尺寸。
整理
- 3 加工完成后,零件就可以进行精加工了。那些与水接触的组件可能首先需要特殊的表面处理以去除任何残留的铅。这涉及从黄铜表面去除铅分子的浸出过程。传统饰面是铬,因为这种材料最耐腐蚀。首先涂上一层电镀镍底涂层,然后是一层薄薄的电镀铬涂层。铬层是从镀浴中沉积的,镀浴含有某些可提高耐腐蚀性的添加剂。
- 4 如果使用黄铜镀层,则应用透明聚合物涂层以提高耐用性。对于白色和其他颜色的饰面,在带电环境中将一种类似的聚合物或环氧树脂塑料喷洒到水龙头上并添加颜色。然后将两种涂层热固化。
- 5 为了获得抛光的黄铜外观,使用了物理气相沉积,这适用于
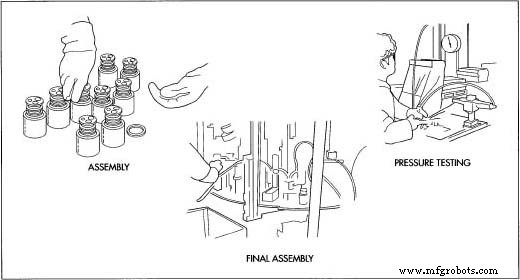 零件组装好后,进行压力测试。真空室中的金属涂层。该腔室有四个组件:一个真空泵,提供一个没有污染物的受控环境;排放多种气体的储罐;靶棒作为金属源;和用于固定水龙头零件的架子。靶材由耐腐蚀材料制成,例如锆。
零件组装好后,进行压力测试。真空室中的金属涂层。该腔室有四个组件:一个真空泵,提供一个没有污染物的受控环境;排放多种气体的储罐;靶棒作为金属源;和用于固定水龙头零件的架子。靶材由耐腐蚀材料制成,例如锆。 - 6 电弧加热目标物以蒸发材料,然后高速撞击水龙头表面并与气体混合物发生反应。一种气体提供颜色,另一种气体提供耐腐蚀性。当目标材料与这些气体结合时,它会粘附在水龙头部件上,形成一种几乎坚不可摧的结合。一些制造商在目标周围使用螺旋线圈来提供均匀分布的涂层。
组装
- 7 电镀后,零件存放在箱中直至组装。组装可以涉及手动和自动过程。对于某些水龙头,手动安装预润滑橡胶密封件或 O 形圈。
- 8 最后,将水龙头和其他组件送去进行最后组装。这个过程发生在精确控制的旋转装配机器上,或者由机器人进行。如果是单独的芽,则首先安装,然后安装陶瓷筒。使用气动枪将这个弹药筒用黄铜拧到位,然后用手连接手柄。有时铜管是在组装前安装的。组装后,水龙头与最终安装所需的任何其他组件一起包装在盒子中。
质量控制
第一部分加工完成后,会根据蓝图进行检查,以确保其符合所有尺寸。使用不通过量规来确保内螺纹和外螺纹配合在一起。由于加工是自动化的,因此会检查随机样本中更关键的尺寸。在电镀之前,目视检查零件的表面缺陷,并通过打磨去除。最终组装后,每个水龙头都经过空气压力测试是否有泄漏和耐用性测试。
水龙头还必须通过多项环境法规。美国国家卫生基金会 61 法规限制了饮用水中的污染物(终端设备中的铅含量为 11ppb [十亿分之一]),适用于厨房水龙头、厕所水龙头和饮水机。其他法律更为严格——加利福尼亚州的 65 号提案将消费水龙头的允许铅含量限制为 5 ppb。还有一些管道规范需要处理,这些规范可能因城市而异。许多人现在需要防烫浴缸和淋浴龙头。
要获得水龙头的 NSF 认证,制造商首先提交所有材料的清单,包括产品中使用的配方。 NSF 毒理学家随后审查材料配方,以确定可能从水龙头中提取到饮用水中的潜在污染物。然后 NSF 对制造设施进行检查,以验证材料配方、材料供应商、质量控制程序和操作。产品样品是随机选择的,用于在 NSF 实验室进行测试。
水龙头经过严格的为期三周的测试序列,其中充满了标准中指定的提取水。对选定的水样进行污染物分析。 NSF 毒理学家将污染物水平与 ANSI/NSF 标准 61 中规定的最大允许水平进行比较。如果产品的所有污染物水平都符合标准的要求,则产品可以通过认证。只有这样,制造商才能在表示 NSF 认证的产品上显示 NSF 标志。为了获得认证,一些制造商不得不彻底修改他们的制造工艺,例如改用更纯的黄铜材料或添加精加工冲洗工艺。
副产品/废物
来自机加工或锻造过程的废金属被回收。精加工过程可能会产生必须通过回收处理或尽量减少的废料。由于大部分流程都是自动化的,因此浪费被最小化。
未来
水龙头制造商将继续增加价值和质量,以满足消费者日益增长的需求。款式数量和价格范围将扩大,随着改造的加剧,高端产品将越来越受欢迎。欧洲将继续在设计部门领先于美国,提供更现代的款式和颜色。虽然整个制造过程将保持不变,但将使用更多的自动化。
使用 PVD 技术生产的新型饰面将变得更广泛,因为消费者认识到这些饰面可以提供风格和耐用性。这可能需要制造商提高工艺的经济性,因为它比镀铬贵。随着消费者意识到内置过滤器的好处,过滤的普及将扩展到水龙头。最终,这些类型的水龙头将成为常态。
电池供电的电子水龙头的趋势预计将继续,随着价格的整体下降,商业市场应该会扩大。技术将继续改进,使这些水龙头更容易维修,并且由于光纤而改进了操作。随着技术和价格的如此提升,电子水龙头甚至很快就会进入住宅市场。
总体而言,管道行业将继续整合,因此制造商必须保持灵活性。互联网将继续在市场上发挥作用,有朝一日水龙头制造商甚至可能直接在网上向消费者销售他们的产品。
制造工艺