

厕所
背景
每个人类社区都需要一个处理粪便的系统,并且该地区人口越稠密,这种需求就越迫切。虽然今天许多农村地区仍然很常见简单的坑式厕所,但更复杂的厕所设计可以追溯到数千年前。旧约多次提到厕所,从关于如何在户外覆盖垃圾的法律到提到摩押国王伊格伦的室内密室。据信,在公元前 2000 年左右,印度河流域的居民已经使用了某种用水冲洗过的厕所。 甚至更早,大约在公元前 2750 年 ,印度古老的城市摩亨德罗·达罗(Mohendro Daro)配备了与排水管相连的厕所。追溯到大约 4000 B.C. ,奥克尼群岛 Scara Brae 定居点的新石器时代石屋似乎有室内厕所。显然用作厕所的石椅也在苏美尔城市阿什努纳克遗址出土,其历史可以追溯到公元前 4000 年左右。 克里特岛米诺斯国王的宫殿,约建于公元前 2000 年<小>。 ,有精心设计的室内管道,包括大理石马桶,用隔壁房间的花瓶倾倒的水冲洗。
罗马厕所的遗迹在许多地方仍然存在。一些私人罗马房屋有自己的厕所,在大多数情况下,它们是位于排水沟或粪坑上方的座位。罗马公共厕所更令人印象深刻。它们通常建在公共浴池旁边或作为公共浴池的一部分。成对的石头或大理石座椅,被扶手隔开,立在一条战壕上。来自浴池的多余水流入沟渠,并将废物冲入主下水道。一条装满淡水的小沟从石制厕所的底部流过。该水用于漂洗。容纳数百名士兵的罗马堡垒也拥有令人印象深刻的厕所设施。 Housesteads 的建造者,这是英格兰北部的一座罗马堡垒,可追溯到公元 122 年 ,将一条河流改道流到厕所下方,并将废物运出堡垒。厕所本身是一个大房间,在三面墙周围建有长凳。长凳上有大约 20 个洞,没有隔板以保护隐私。罗马城市还通过沿道路竖立巨大的花瓶供人们小便来满足旅行者的需求,从而避免公共街道上的垃圾。
在中世纪,用自来水排干的厕所在英国修道院很常见,修道院里住着大批僧侣。与罗马堡垒类似,修道院厕所通常供多人同时使用,并通过河流或石头排水沟排干。石头城堡通常设计有垂直竖井,用于排空废物。废物流入沟渠,在大多数情况下通向护城河。室内厕所由木制壁橱或橱柜组成,在夜壶上方隐藏了一个座位。仆人们把锅倒在护城河里。
在中世纪的欧洲城市,常见的做法是将室内夜壶直接倒在街上,这是一种滋生疾病的肮脏做法。类似于现代冲水马桶的东西于 16 世纪末首次在英国使用。 1596 年,约翰·哈灵顿爵士发明了水操作的“抽水马桶”。伊丽莎白女王一世在她的宫殿中安装了哈灵顿的设备,在贵族中掀起了一股时尚潮流。然而,抽水马桶直到很久以后才流行起来。 1775 年,亚历山大·卡明 (Alexander Cumming) 获得了英国第一个抽水马桶专利。他的装置使用了一个带滑动门的平底锅。锅里有几英寸深的水。完成后,用户将拉动打开锅的杠杆,让内容物滑入排水管,同时打开阀门,让淡水进入锅中。 Bramah 抽水马桶由 Joseph Bramah 于 1778 年获得专利,它使用了一种类似但更复杂的冲洗装置,可以让水流持续约 15 秒。到 1815 年左右,这种类型的抽水马桶在伦敦家庭中变得很普遍。现代下水道系统于 1853 年在伦敦建成,大规模的马桶制造工业可追溯到这个时期。
原材料
马桶和水箱由一种叫做玻璃瓷的特殊粘土制成。玻璃瓷是几种粘土的混合物,称为球粘土和瓷土、二氧化硅和助熔剂。粘土通过首先在空气中干燥而硬化,然后在称为窑的非常热的烤箱中被烧制(烘烤)。通常只有在第一次烧制后才会涂上一层闪亮的防水涂层,称为釉料,然后再烧制第二次粘土。玻璃瓷是个例外,因为粘土和釉料可以一起烧制。整个粘土体玻璃化,或变成玻璃状,所以马桶实际上在整个厚度上都是防水和防污的。
马桶座圈通常由两种材料中的一种制成。塑料马桶座圈由一种称为聚苯乙烯的热塑性塑料制成。较便宜且更常见的马桶座圈由木材和塑料混合制成。木材是硬木,通常是枫木或桦木,已经磨成面粉的稠度。这种木粉与称为三聚氰胺的粉末状塑料树脂混合。硬脂酸锌是木制马桶座圈的第三种成分。这可以防止木树脂混合物在制造过程中粘在模具上。金属罐固定装置由不锈钢或铜制成,将座椅固定在碗上的接头通常是类似橡胶的塑料。
 夜壶。
夜壶。
一些维多利亚时代的人无法忍受室内厕所的想法,因为他们对与之相关的气味和不洁气体的概念表示不满。今天,很难想象没有室内管道的生活。在寒冷的天气里匆匆赶到外屋,或者在深夜值班时跌跌撞撞地去厕所是多么可怕。
然而,在这些情况下,人们并不总是必须步行到厕所。相反,可以使用陶瓷夜壶。它的功能就像一个不冲水的室内厕所——一个人坐在上面排便或用作小便池,然后“污水罐”被倒进外屋。一些便壶在碗的边缘装饰有花边盖,称为消音器,可能会在晚上消音器顶盖在碗上的叮当声,以免其他人因使用而被吵醒。
照片中的夜壶是在室内管道之前用于个人卫生的大量陶瓷的一部分。许多卧室都有一个盛水的水壶、一个盛水清洗的盆、一个肥皂盒和一个夜壶。这些陶瓷总是装饰时尚,因此即使是处理这些令人不快的任务,卧室也可以布置得很漂亮。
制造
过程
塑料座椅
- 1 塑料座椅最初是聚苯乙烯颗粒。一名工人将颗粒送入与注塑机相连的料斗中。从料斗中,精确计量的颗粒量流入
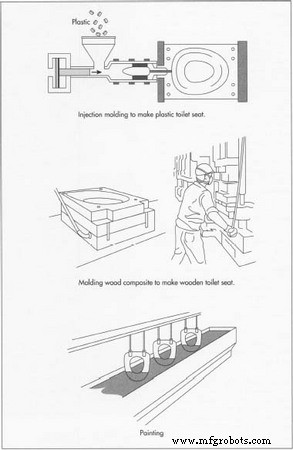 塑料马桶座圈是通过称为注塑成型的工艺制成的,其中塑料颗粒熔化并注入模具中.木制马桶座圈由木粉和三聚氰胺混合物加热至 300° F (149° C) 制成。两种类型的座椅成型后,它们就会挂在高架传送架上,然后将它们移动到整理区。加热材料直至其熔化的容器。然后液态聚苯乙烯流过两部分模具中心的一个小孔。模具由镀铬机加工模具钢制成。它的两半镂空成马桶座圈和马桶盖的形状。当模具装满时,它被一个巨大的液压机夹紧在一起。这会对模具施加 10,000 磅/平方英寸(4,540 千克/平方厘米)的压力,并将聚苯乙烯加热至 400° F (204° C)。
塑料马桶座圈是通过称为注塑成型的工艺制成的,其中塑料颗粒熔化并注入模具中.木制马桶座圈由木粉和三聚氰胺混合物加热至 300° F (149° C) 制成。两种类型的座椅成型后,它们就会挂在高架传送架上,然后将它们移动到整理区。加热材料直至其熔化的容器。然后液态聚苯乙烯流过两部分模具中心的一个小孔。模具由镀铬机加工模具钢制成。它的两半镂空成马桶座圈和马桶盖的形状。当模具装满时,它被一个巨大的液压机夹紧在一起。这会对模具施加 10,000 磅/平方英寸(4,540 千克/平方厘米)的压力,并将聚苯乙烯加热至 400° F (204° C)。 - 2 模具中的塑料开始凝固。然后通过模具周围的通道系统泵送冷水以降低温度。一名工人松开液压夹具并将模具的两半分开。工人从模具中取出座椅和盖子,折断在水道中形成的多余塑料。然后,工人将座椅和盖子放入水浴中。
- 3 座椅和罩盖在浴缸中冷却后,一名工人将它们带到整理区进行最后的步骤。此处为铰链钻孔。然后,一名工人在砂光机上打磨粗糙的边缘。砂光机是一个旋转的轮子,上面覆盖着磨料。工人沿着轮子穿过座椅或盖子,直到任何来自钻孔或模具的塑料碎片都被打磨掉。接下来可以使用具有较软表面的类似机器进行最终抛光。
木椅
- 4 对于木制马桶座圈,第一步是将木粉和塑料树脂混合。戴着防护面具的工人撕开一袋袋木粉,将它们倒入混合箱中。然后,工人添加构成配方 15% 的粉末状塑料树脂。最后,加入少量硬脂酸锌。混合物被传送到研磨机,进一步研磨颗粒。研磨后,可将粉状混合物称量到盒子中以装入模压机。或者它可能被搁置一旁,然后用手测量并舀入压机中。
- 5 接下来将加工过的木材和三聚氰胺混合物倒入模具的下半部分。一名工人确保混合物均匀地填充模具并平滑表面。然后工人降低模具的上半部分并开始将整个模具加热到 300° F (149° C)。在加热过程中,模具以 150 吨的力夹紧。 6.5 分钟后,木粉和三聚氰胺融合在一起并硬化。然后,工人打开模具,将座椅和盖子挂在高架传送架上,然后将其移动到精加工区域。
- 6 木制座椅的加工方式与塑料座椅相同。首先,它们被钻孔,然后打磨。然后,它们再次挂在高架传送带上并被带到涂装区。传送带会自动将座椅降低到油漆罐中。然后传送带将它们拉起来,然后将它们传送到一个称为蒸汽室的封闭房间。油漆溶剂以蒸气形式释放,这会带走任何多余的油漆,而不会留下滴痕。接下来,涂漆的座椅沿着传送带进入干燥炉。油漆蒸汽干燥过程重复四次。前两层是底漆,后两层是搪瓷漆,可产生光滑、坚硬、类似塑料的表面。
- 7 塑料和木制座椅的组装和包装方式相同。座椅和盖子用螺丝固定在一起,并装有必要的安装硬件。然后,它们被装箱并转移到仓库或配送中心。
碗和坦克
- 8 马桶和水箱是在一种被称为陶器的工厂制造的。陶器以液体形式接收大量玻璃瓷,称为泥浆。陶器工人首先将泥浆稀释成水状。然后,他们将其喂入非常细的筛网,以筛出任何杂质。净化后的泥浆再次变稠,并泵入储罐,准备用于铸造。
- 9 接下来,泥浆通过软管和泵进入铸造车间。工人们用石膏填充巴黎模具。模具是所需零件的形状,只是它们大了约 12%,以允许收缩。工人们用泥浆将模具完全填满,然后静置大约一个小时。然后,工人们排出多余的滑液。这将被回收以备后用。粘土在模具中再放置几个小时。熟石膏从粘土中吸收水分,粘土干燥到可以安全去除霉菌的程度。此时,铸件为半固态,称为生坯。工人使用手工工具和海绵来平滑铸件的边缘,并为排水管和配件打孔。
- 10 将生坯铸件在户外晾干几天。然后将它们放入干燥机中 20 小时。这
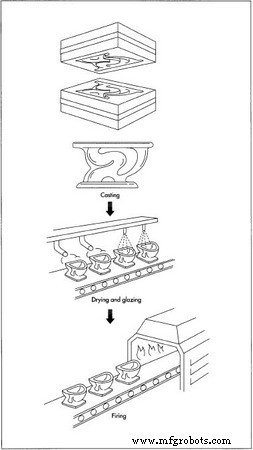 马桶底座由玻璃瓷浆浇铸而成,并成型为底座形状。成型后,所谓的生坯将经过一系列干燥、上釉和烧制步骤,直至达到最终检验。烘干机设置为 200° F (93° C)。铸件从烘干机出来后,它们的水分几乎全部丢失了 0.5%。此时,工人们用釉料喷涂生坯铸件。现在,这些碎片已准备好用于窑炉。
马桶底座由玻璃瓷浆浇铸而成,并成型为底座形状。成型后,所谓的生坯将经过一系列干燥、上釉和烧制步骤,直至达到最终检验。烘干机设置为 200° F (93° C)。铸件从烘干机出来后,它们的水分几乎全部丢失了 0.5%。此时,工人们用釉料喷涂生坯铸件。现在,这些碎片已准备好用于窑炉。 - 11 大型工业陶器的窑炉是仓库大小的隧道,碎片通过称为汽车的运输工具穿过窑炉。每辆小车装载若干件,然后以非常缓慢的速度自动通过热窑。因为温度的快速变化会导致粘土开裂,汽车悠闲地穿过渐变温度区域:第一个区域大约是 400° F (204° C),在窑中间增加到 2,200° F ( 1,204° C) 度。温度从那里逐渐降低,因此最终温度仅为 200° F (93° C) 左右。整个烧制过程大约需要40个小时。
- 12 将工件从窑中取出并完全冷却后,即可进行检查。经检查,冲洗机构安装完毕。这是在卫生洁具公司制造或从承包商处购买的。座椅也可以在此时安装,或者零件可以单独出售并由管道经销商组装。
质量控制
与任何工业过程一样,在马桶制造过程中的几个点都会进行质量检查。粘土在被泵入工厂的水箱之前经过筛分和净化。手工精加工铸件的工人检查铸件是否有裂纹或变形。点火后,每个马桶都单独测试。随机抽样检查不足以衡量质量:必须检查每一件是否有裂纹。有几种方法可以做到这一点。一种测试是用硬橡胶球弹回工件。它应该发出清晰的钟声。破裂的一块会发出沉闷的声音,表明可能在视觉上不明显的裂缝。
副产品/废物
这种陶器能够回收大部分粘土。只要它没有被烧制过,所有的粘土都是可以重复使用的。即使是风干的生坯也可以报废、软化并重新加工成流程第一步的水滑。
制造工艺