

大号
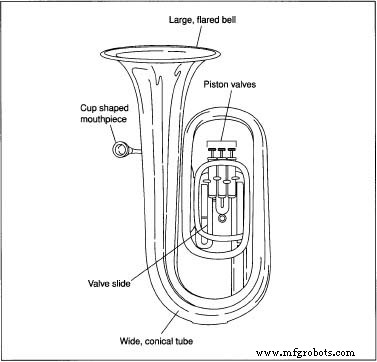
大号是一种铜管乐器,其特点是体积大、声音深。它由垂直盘管、三个或四个阀门、一个宽锥形孔、喇叭口和一个杯形吹嘴组成。大号的不同部分使用标准技术由可加工的黄铜成型和弯曲。然后将这些部件焊接在一起以完成仪器。大号最早建于 19 世纪早期,其发明目的是在铜管合奏中提供低音。
背景
大号属于一类被称为铜管乐器的乐器。这些乐器发出的声音是由音乐家的嘴唇在吹嘴上发出的嗡嗡声产生的。这会导致仪器内的空气柱振动。当它通过钟声离开乐器时,会产生可听见的声音。听到的音调与空气通过的管道长度直接相关。通过接合阀门,管道会被缩短或加长并改变音调。在管弦乐队中,大号用于产生最低的音符。根据大号的类型,它可以达到低至钢琴底部 D 的音符。它通常用于演奏快速断奏独奏,但也可以演奏持续的旋律。
历史
大号的发展始于十九世纪初。在 1820 年代,各种乐器制造商生产了大号的前身 ophicleide。据报道,这是一种可以产生低至 F 音高的有键号角乐器。然而,这些乐器很难演奏,而且从未真正被音乐界所接受。为了满足乐队领队对能够演奏低音的带阀的铜管乐器的需求,发明了大号。
1835 年,第一个低音大号由 Johann Gottfried Moritz(乐器制造商)和 Wilheim Wieprecht(乐队指挥)获得专利。它与键控 ophicleide 完全不同,因为它配备了一种新型短活塞阀,称为 Berliner-泵。他们的原型大号看起来与现代大号不同,但它具有一些关键特征。例如,它的音高是 F,这是管弦大号的标准音高。它有五个阀门,可以降低乐器的音高。它也由黄铜制成,带有银色配件。
接下来,莫里茨和维普雷希特设计了一种口径更大的乐器,他们称之为轰击。它具有与 ophicleide 相同的一般形状,但也有阀门。他们的设计被其他乐器制造商采用,他们对它们稍作修改并开始生产不同尺寸和形状的轰击。几年之内,旋转阀代替了 Berliner-Pumpe 阀。 1845 年,阿道夫·萨克斯(Adolfe Sax)为一系列从女高音到低音提琴的萨克斯角申请了专利。这些乐器中最低的成员与现代大号非常相似。
1849 年,推出了地狱贝司。这是一种带有圆形线圈的乐器,旨在放在演奏者的肩膀上。由于其便于携带,它首先在英国铜管乐队中流行起来。在 1860 年代,著名的美国乐队领队约翰·菲利普·索萨 (John Philip Sousa) 委托 C. G. Conn 制作了一个对观众更友好的地狱音乐版本。这种乐器后来被称为苏萨风琴。
当大号首次被引入时,它迅速取代了德国乐队和管弦乐队中的 ophicleide。其他国家,特别是英国和法国,接受的速度较慢。到 1880 年,大号已成为标准的铜管低音乐器,而 ophicleide 已过时。
设计
自开发初期以来,大号的总体设计几乎没有变化。它是一种巨大的乐器,带有直径为 14-30 英寸(35.56-76.2 厘米)的大钟。主油管呈椭圆形线圈,钟形朝上。然而,这种形状有许多变化。例如,sousaphone 是一种圆形的乐器,铃铛指向前方。某些直立的大号也有一个前指的铃铛。其他大号有朝左或朝右的铃铛。钟的位置很重要,因为它会影响乐器产生的整体音质。
大多数大号都有四个活塞式阀门。但是,某些仪器有两到六个阀门。旋转阀也用于某些品牌的大号。这些阀门比活塞阀更快,但耐用性较差。使用一个大的杯形吹嘴。大号有五种不同的键,包括双 B 调、双 C、E 调、F 和双 G 低音提琴号角。
原材料
用于制造标准大号的主要原材料是黄铜。黄铜是由铜和锌组成的合金。也可以添加以改变特性的其他金属包括锡和镍。乐器制造中最常用的类型是黄色黄铜,其中含有 70/30 的铜和锌混合物。这种材料呈黄色,具有延展性。当需要不同的效果时,也会使用其他类型的黄铜。例如,由 80% 的铜和 20% 的锌组成的红金黄铜提供更金的颜色和略有不同的声音。也使用包括铜、锌和镍的银黄铜。
黄铜中的锌使合金可在较低温度下使用。一些定制制造商在大号的不同部分使用特殊的黄铜混合物。例如,可以使用诸如由 85% 的铜、13% 的锌和 2% 的锡组成的 Ambronze 之类的材料来制作铃铛。这种材料赋予乐器独特的声音。
除了黄铜,只有少数其他材料用于制作大号。大多数螺钉由不锈钢制成。在某些情况下,仪器上的某些表面(例如阀门或滑动管道)涂有铬或镍合金。这减少了摩擦并帮助部件更自由地移动。在生产过程中,助焊剂和焊料用于连接各种管子。为了减少损坏的可能性,阀门在阀门按钮与仪器主体接触的地方衬有毛毡。为了装饰,阀门按钮上使用了珍珠母等材料。软木也可用于衬里水键。为了减轻重量,大号大号的主体部分由玻璃纤维制成。
制造
过程
对大号的需求远低于其他铜管乐器,如小号、号角或长号。因此,生产通常不会以高度自动化的方式进行。生产的三个一般步骤包括零件成型、组装和最终精加工。
拼片
- 1 主体、阀门、喇叭口和吹嘴在制造过程中单独生产。在某些情况下,这些不同的零件可能由不同的承包商制造,他们将它们运送到大号制造商进行组装。主体是通过首先将黄铜管放在杆状心轴上制成的。进行润滑,然后将圆环形状的模具沿心轴拉下以重塑黄铜,使其具有一致的形状和厚度。然后加热管以使其更易于使用。然后将其浸泡在硫酸或硝酸中,以去除加热过程中形成的氧化物。
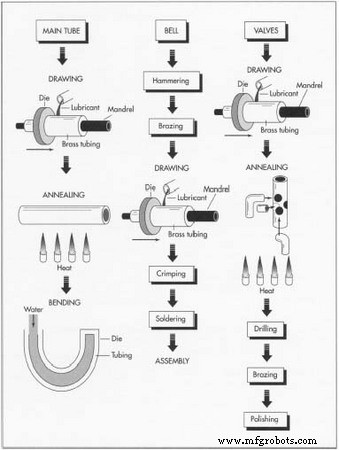 大号由主体、阀门、喇叭口和吹嘴组成。所有零件均由黄铜在各种拉拔、锤击和弯曲操作中制成。
大号由主体、阀门、喇叭口和吹嘴组成。所有零件均由黄铜在各种拉拔、锤击和弯曲操作中制成。 - 2 然后将修改后的管子移动到另一个区域,在那里它们被弯曲以形成正确音调所需的适当曲线和角度。采用了各种弯曲方法。在一个程序中,首先将管放置在与所需曲线匹配的模具中。这需要一点点机械弯曲。然后在高压下通过管子泵送水,使金属膨胀并自动呈现模具的形状。另一种弯曲技术采用通过管道传送的滚珠轴承。在这里,滚珠轴承的工作原理很像水迫使管壁与模具一致。
- 3 阀门系统采用许多与主管相同的技术制成。套管首先从一根长管子上切下来。它的末端带有螺纹,以便更容易地拆开阀门。使用计算机化系统,在外壳上钻出与活塞上的孔完全匹配的孔。活塞的构造也类似。指关节,这是管件,
 一个大号。将主管连接到阀门,根据仪器的要求弯曲成不同的角度。然后将它们加热或退火,并在酸浴中洗涤以去除氧化物。整个组件用夹具固定在一起,接头用喷灯焊接在一起。然后将其送去进行另一次酸洗以去除多余的焊料和氧化物,然后再送至抛光机。
一个大号。将主管连接到阀门,根据仪器的要求弯曲成不同的角度。然后将它们加热或退火,并在酸浴中洗涤以去除氧化物。整个组件用夹具固定在一起,接头用喷灯焊接在一起。然后将其送去进行另一次酸洗以去除多余的焊料和氧化物,然后再送至抛光机。 - 4 铃铛是用一块大的黄铜板制成的,它被切割成扁平的连衣裙形状。然后将其缠绕在足够宽的杆上并敲打成型。在钟罩的窄端,两端以对接接头焊接在一起。在钟形变宽的地方,末端被设计成重叠。它们使用搭接接头连接,然后用高温钎焊以确保正确密封。然后在心轴上拉制窄端,使其与主管的端部尺寸相同。然后将较宽的一端进一步锤打,使其更像钟形。一根小电线连接到铃铛的边缘,金属卷曲在它周围。
- 5 虽然吹嘴可以使用各种金属制成,但通常使用黄铜。它是通过将熔融金属倒入两件式模具中制成的。将模具放在一起并在压力下保持一定的时间。然后让它冷却,使金属硬化。片刻后,半模打开,咬嘴弹出。
组装
- 6 然后可以组装大号的所有部件。阀门组件连接到主管上并焊接。钟罩也焊接到主管上。活塞插入阀壳,然后拧到主油管上。其他部件,例如水键或拇指环,也在此时焊接。
最后整理
- 7 然后清洁和抛光大号。也可以电镀金银合金来改变它的外观。公司名称使用自动或手动技术刻在金属上。然后可以将乐器与吹嘴和其他配件一起放入一个轻巧的毡内衬盒中。这些被进一步包装在沉重的盒子里并运送给客户。
质量控制
每个大号部件的质量都在制造的各个阶段进行检查。主要的测试方法是目视检查。检查员检查诸如变形部件、焊缝不足和其他变化等情况。除了目视检查,还可以进行更严格的测量。用于检查每个零件的长度、宽度和厚度的测量设备,例如游标卡尺或千分尺。
发货前还会检查乐器的音质。制造商可能会聘请专业音乐家,他们可以验证音调和音高是否符合为特定乐器型号设定的标准。根据这些测试的彻底程度,乐器也可能在不同的声学设置下进行检查
制造工艺