

竖琴
背景
竖琴是一种乐器,由一个两侧开口的三角形框架组成,其中包含一系列不同长度的琴弦,通过弹奏进行弹奏。弦的长度决定了它发出的声音的高低。现代音乐会竖琴高约 70-75 英寸(1.8-1.9 米),宽约 40 英寸(1 米),重约 70-90 磅(32-41 千克),有 47 根琴弦,尺寸从几英寸到几英尺长。
类似于竖琴的较小的乐器包括七弦琴,它的琴弦长度相同,但粗细和张力各不相同;圣歌,其框架仅在一侧开放;和扬琴,类似于 psaltery,但它是通过用锤子敲击弦乐而不是拨弦来演奏的。
历史
最早的竖琴可能是从狩猎弓发展而来的,它由连接在弯曲木身末端的几根弦组成。大约五千年前在埃及使用的竖琴由六根弦组成,用小木钉连接到这种琴体上。到 2500 B.C. ,希腊人使用大竖琴,由连接到两块直木头上的弦组成,这些木头成一定角度。
到了 9 世纪,欧洲出现了框架竖琴,它在一个三角形的木制框架内包含了线弦。它们相当小 [2-4 英尺(0.6-1.2 米)高],被旅行音乐家使用,特别是在凯尔特社会。许多传统音乐表演者(通常被称为竖琴手而不是竖琴手)今天仍在使用这种乐器。
这些竖琴无法演奏临时音符(比弦乐调到的音阶更高或更低的半音)导致了许多实验。竖琴用额外的弦来演奏临时乐曲,通过增加单排中的弦数或添加与第一排平行的第二排弦来形成双弦竖琴。在威尔士,一些竖琴有三排弦。
一些竖琴师没有增加琴弦的数量,而是设计了改变琴弦长度的机制,从而调节音高。到 17 世纪末,奥地利蒂罗尔地区使用钩子根据需要缩短琴弦,每根琴弦提供两个音符。 1720 年,Celestin Hochbrucker 添加了七个踏板来控制这些挂钩。 1750 年,Georges Cousineau 用成对的金属板代替了钩子,并将踏板的数量增加了一倍,每根弦产生三个音符。
1792 年,Sébastien Érard 用带有两个螺柱的旋转黄铜圆盘代替金属板,当圆盘转动时,每个螺柱都像叉子一样夹住琴弦。他还通过设计可以占据三个不同位置的踏板,将踏板的数量减少到七个。 Érard 的设计至今仍在现代音乐会竖琴中使用。在 19 世纪后期和整个 20 世纪,美国竖琴制造公司 Lyon and Healy 在竖琴制造方面进行了创新。这些创新包括重新设计竖琴的五线谱和音腔。
原材料
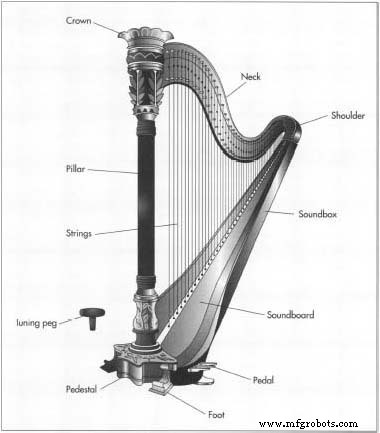
竖琴基本上是一个大的木制三角形,通常主要由枫木制成。三角形的正面垂直边称为柱或前柱。三角形的上部弯曲侧称为颈部。三角形的第三边称为主体。白枫木是这三面最好的木材,因为它的强度足以承受琴弦的压力。音板包含在琴身内并放大琴弦的声音,通常由云杉制成。使用云杉是因为它轻、坚固、柔韧且纹理均匀,使其能够对琴弦的振动做出一致的响应,从而产生丰富、清晰的声音。音板的中间,称为中心条,连接到琴弦的底部,通常由山毛榉制成。使用山毛榉木是因为它足够坚固,可以承受琴弦的张力。
竖琴琴颈上的弯曲板由黄铜制成,用于连接琴弦。控制琴弦长度的圆盘也是黄铜的,控制圆盘的踏板也是如此。这些外部金属部件通常镀金以增加外观并防止变色。将踏板连接到圆盘的复杂内部机构(称为动作)由黄铜和不锈钢制成,某些部件(例如垫圈)由硬塑料(如尼龙)制成。
竖琴的弦由多种材料制成,包括钢、肠(源自羊肠)和尼龙。每种材料都有不同的特性,使其适用于特定长度的弦。
竖琴的表面可以用各种颜色的清漆或木渍处理,例如乌木或桃花心木。它也可能镶嵌有装饰性木材,如胡桃木或 avodire(一种淡黄色的西非木材)。一些竖琴上镀有 23 克拉的金箔。音板可以用油漆或金色贴花装饰。
设计
每把竖琴都是独一无二的艺术品。竖琴的设计取决于演奏者的需要。传统竖琴需要使用杠杆控制琴弦的小型轻便乐器。古典竖琴手需要更大的乐器,琴弦由踏板控制。竖琴的外观设计从带有自然饰面的简单曲线到带有各种装饰的复杂雕刻,从抽象的几何设计到浪漫的花卉展示。
制造
过程
制作木制组件
- 1 竖琴师收到云杉、枫木、山毛榉和其他木材的木板并进行检查。为了使竖琴纹理与自然饰面完美匹配,可以将所有来自同一棵树的木板一起接收。然后将板储存大约六个月以适应当地气候,以避免未来出现任何分裂或开裂的问题。
- 2 台电动木刻机将木板切割成所需部件的粗略近似值。这些作品的更详细的造型是用手持木刻工具完成的。竖琴师通过一系列学徒学习他们的手艺。新工人建造竖琴的底座,然后继续学习建造琴身和音板所需的技能。只有最有经验的竖琴师才能制作琴柱和琴颈。许多薄木层在压力下粘合在一起,形成比实木更坚固的木质部件。然后储存各种木制零件以等待组装。
制作金属部件
- 3 名金属工人使用各种电动工具和手持工具将黄铜和钢塑造成构成竖琴动作所需的近 1,500 件。一些简单的零件可能会从外部制造商处购买。然后储存金属部件以等待组装。
装饰木制组件
- 4 在组装之前,根据需要装饰木制部件。专栏
 现代音乐会竖琴高约 70-75 英寸(1.8-1.9 米),约 40 英寸( 1 m) 宽,重约 70-90 lb (32-41 kg),有 47 根弦,长度从几英寸到几英尺不等。可能是手工雕刻的复杂设计,需要几个星期才能完成。所有木制部件都经过打磨光滑,为精加工做准备。然后喷上清漆或彩色木材染色剂。涂上一层漆或污渍后,让其干燥,然后再次打磨光滑。在长达两周的时间内,此过程最多可重复 10 次。然后可以用精心设计的音板涂漆。
现代音乐会竖琴高约 70-75 英寸(1.8-1.9 米),约 40 英寸( 1 m) 宽,重约 70-90 lb (32-41 kg),有 47 根弦,长度从几英寸到几英尺不等。可能是手工雕刻的复杂设计,需要几个星期才能完成。所有木制部件都经过打磨光滑,为精加工做准备。然后喷上清漆或彩色木材染色剂。涂上一层漆或污渍后,让其干燥,然后再次打磨光滑。在长达两周的时间内,此过程最多可重复 10 次。然后可以用精心设计的音板涂漆。 - 5 有些竖琴有镀金的柱子和底座。烫金首先要打磨未完成的木制部件,以去除所有瑕疵。在光滑的木材上涂上一层石膏(一种特殊的胶水混合物)。石膏凝固后,涂上一层粘土并用砂纸打磨光滑。将胶水涂在光滑粘土的一小块区域上。用刷子涂抹 0.000004 英寸厚(0.1 微米)的金箔。 (黄金很薄,人手无法直接处理。)在其他小区域上重复该过程,直到整个组件都镀上金。多余的金子被擦掉,再贴上一层金箔。通过用抛光玛瑙制成的工具摩擦黄金的某些部分,它们会被打磨成明亮的光泽。涂上清漆以保护黄金。
组装竖琴
- 6 位竖琴大师开始将木材和金属部件组合在一起形成竖琴的缓慢而艰苦的过程。琴颈、琴身、音板、底座和立柱的部分组合在一起形成框架。复杂的动作机构安装在立柱内,并连接到颈部下方黄铜板上的圆盘和底座上的踏板。琴弦连接到琴颈上的黄铜钉上,穿过圆盘,并连接到音板的中心条上。起初,琴弦很松。它们被慢慢收紧到正确的张力水平并调整到正确的音高。
- 7 最终检查后,竖琴用紧密贴合的泡沫包装在纸板箱内,然后运送给购买者。竖琴制造商还制造带有轮子的特殊保护木箱,可以相对轻松地移动竖琴。
质量控制
竖琴制作过程中的每一步都需要对质量极为关注。检查木材是否有缺陷。特别是,用于音板的云杉经过了声学特性测试,以确保其产生的声音质量。每个木制部件都由一位竖琴大师单独检查,然后在打磨光滑以进行精加工后再次检查。金属部件也被单独检查。对从外部公司购买的那些进行检查,以确保它们与竖琴制造商提供的蓝图相匹配。
琴弦在组装过程中由专业调音师仔细调音。对动作进行测试以确保其静音以避免干扰音乐。固定圆盘的黄铜板上大约 400 个孔可以由计算机控制的设备钻出,以确保准确对齐。竖琴师可以选择让专业音乐家测试每一个完成的竖琴,以确保其声音质量。
未来
两种看似矛盾的趋势暗示着竖琴行业的未来。由于对凯尔特音乐的兴趣日益浓厚,越来越多的音乐家开始使用类似于 1000 年前使用的竖琴。另一方面,许多摇滚和爵士音乐家正在使用电竖琴,它以类似于电吉他的方式产生放大的声音。尽管有这些趋势,但与 Sebastien trard 设计的竖琴类似的竖琴似乎仍将主导该行业。
制造工艺