

剪刀
背景
剪刀是一种切割工具,由一对金属刀片组成,这些刀片以这样的方式连接,当把手放在一起时,刀片相遇并切割放在它们之间的材料。剪刀一词用于描述同类较大的乐器。作为一般规则,剪刀的刀片长度小于 6 英寸(15 厘米),并且通常具有带相同尺寸指孔的手柄。剪刀的刀片长度超过 6 英寸(15 厘米),通常有一个带孔的小手柄和一个适合拇指的小手柄和一个带适合两个或多个手指的孔的大手柄。
剪刀和剪刀根据其预期用途以多种形式存在。儿童剪刀,只在纸上使用,刀片钝,确保安全。用于剪头发或织物的剪刀必须锋利得多。最大的剪刀用于切割金属或修剪灌木,并且必须具有非常坚固的刀片。
专业剪刀包括缝纫剪刀,通常有一个尖头和一个钝头,用于复杂的织物切割,以及指甲剪,其具有弯曲的刀片,用于切割手指甲和脚趾甲。特殊种类的剪刀包括粉红色剪刀,它的刀片有缺口,可以剪断布料以使其具有波浪形边缘,以及细剪刀,其齿可以使头发稀疏而不是修剪头发。
已知最早存在的剪刀大约在 3000 或 4000 年前出现在中东,被称为弹簧剪刀。它们由两把青铜刀片组成,在把手处由一条薄而弯曲的青铜条连接起来。该条用于在挤压时将刀片聚集在一起并在释放时将它们拉开。类似设计的钢剪仍然用于从羊身上剪羊毛。
古罗马、中国、日本和韩国使用青铜或铁制的旋转剪刀,其刀片连接在尖端和手柄之间的点上。尽管这种设计是早期发明的,几乎仍然用于所有现代剪刀,但弹簧剪刀在欧洲继续使用,直到 16 世纪。
在中世纪和文艺复兴时期,弹簧剪刀是通过加热一块铁或钢,然后在铁砧上将其末端压平并塑造成刀片而制成的。棒的中心被加热,弯曲形成弹簧,然后冷却并重新加热以使其具有弹性。直到 1761 年,英国谢菲尔德的罗伯特·欣奇利夫(Robert Hinchliffe)开始使用铸钢制造它们时,枢轴剪刀才开始大量生产。铸钢,最近由同样来自谢菲尔德的 Benjamin Huntsman 发明,是通过在粘土坩埚中熔化钢并将其倒入模具中制成的。这导致钢更均匀,杂质更少。
在 19 世纪,剪刀是手工锻造的,带有精心装饰的手柄。它们是通过在称为凸台的锯齿状表面上锤击钢材制成的。手柄上的环,称为弓,是通过在钢上冲一个孔并用铁砧的尖端扩大它而制成的。
到二十世纪初,剪刀在设计上被简化以适应机械化生产。反而 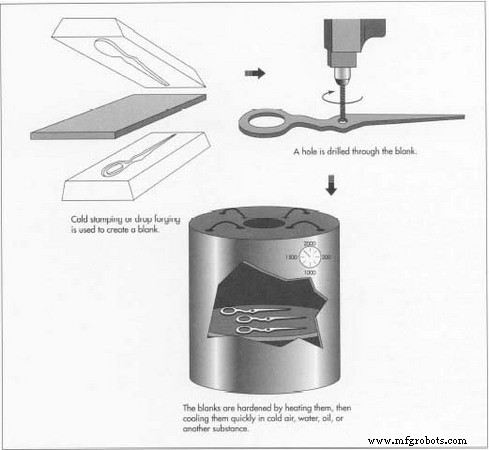 完全手工锻造,刀片和手柄现在使用落锤成型。这些由蒸汽驱动的大型重型设备使用模具将钢条制成剪刀。现代版本的落锤今天仍然用于制造剪刀。
完全手工锻造,刀片和手柄现在使用落锤成型。这些由蒸汽驱动的大型重型设备使用模具将钢条制成剪刀。现代版本的落锤今天仍然用于制造剪刀。
原材料
剪刀通常由钢制成。一些用于特殊用途的剪刀是由其他金属合金制成的。用于切割堇青石(一种类似麻线的爆炸性物质)的剪刀不得产生火花。用于切割磁带的剪刀不得干扰磁性。
钢剪刀有两种基本形式。碳钢用于制造剪刀,其中刀片和手柄形成一个连续的部件。碳钢由铁和约 1% 的碳制成。它具有强壮和保持锋利的优点。由碳钢制成的剪刀通常镀有镍或铬,以防止它们生锈。
不锈钢用于制造剪刀,其中塑料手柄安装在金属刀片上。不锈钢是由 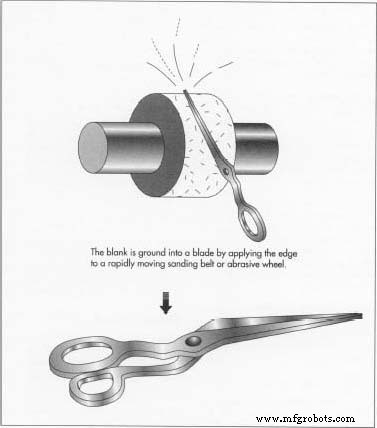 铁,约 1% 的碳,至少 10% 的铬。具有轻便、防锈等优点。不锈钢剪刀的手柄由坚固、轻便的材料制成,例如 ABS(丙烯腈-丁二烯-苯乙烯)塑料。
铁,约 1% 的碳,至少 10% 的铬。具有轻便、防锈等优点。不锈钢剪刀的手柄由坚固、轻便的材料制成,例如 ABS(丙烯腈-丁二烯-苯乙烯)塑料。
制造
过程
制作空白
- 1 在削尖和连接之前,剪刀的两半被称为毛坯。坯料可能由一个刀片和一个手柄组成,也可能仅由刀片组成。在后一种情况下,金属手柄将焊接到刀片上或塑料手柄将连接到它。
- 2 廉价的剪刀可以由冷冲压成型的坯料制成。在这个过程中,毛坯形状的锋利模具被冲压成一块未加热的钢。冲模切穿钢材以形成毛坯。
- 3 毛坯也可以通过模压制成。 O 将钢水倒入模具中,制成毛坯形状。钢冷却回固体,然后取出坯料。
- 4 大多数优质剪刀是由通过落锤锻造形成的毛坯制成的。像冷冲压一样,这个过程涉及用模具对坯料进行成型。这个模具,被称为落锤,撞击一块炽热的钢以形成毛坯。落锤的压力也强化了钢材。
处理空白
- 5 通过切除多余的金属,将毛坯修整成合适的形状。在坯料上钻一个孔。这个孔稍后将允许两个完整的刀片相互连接。
- 6 切边毛坯通过加热使其硬化,然后在冷空气、水、油或其他物质中快速冷却。它们被加热到的温度和它们被冷却的介质根据制造它们的钢的类型和叶片的所需特性而变化。
- 7 将硬化的坯料再次加热并在空气中缓慢冷却。第二次加热,称为回火,使坯料具有均匀的硬度。如果一把剪刀的刀片硬度不均匀,一个刀片上较硬的地方很快就会磨损另一把刀片上较软的地方。
- 8 反复加热和冷却导致坯料翘曲。将它们放在铁砧上并用锤子轻轻敲打,即可将它们拉直。这个过程称为喷丸。
打磨抛光
- 9 通过将边缘施加到快速移动的砂带或砂轮上,将毛坯磨成刀片。皮带或轮子的表面覆盖着磨料的小颗粒,其工作方式与砂纸相同。坚硬的磨料磨掉足够的钢以形成锋利的边缘。在此过程中,刀片用水或称为切削液的各种液体冷却,以防止其加热和翘曲。然后使用带或轮子以类似的方式抛光锋利的刀片,其中包含更小的磨料颗粒。
制作把手
- 10 对于许多剪刀,手柄是 I 0 / 从一开始就作为毛坯的一部分形成的。如果不是,它们可能由金属合金或塑料制成。如果它们是金属的,它们的制造方法与毛坯相同,然后焊接到它们上面。如果它们是塑料的,则它们是通过注塑成型制成的。在这个过程中,熔融塑料在压力下被压入手柄形状的模具中。冷却后打开模具取出手柄。手柄包含空心槽,坯料的末端可以插入其中。牢固的粘合剂用于保持手柄牢固连接。
组装剪刀
- 11 两个抛光刀片通过铆钉或螺钉穿过先前钻出的孔相互连接。消费者无法调整的铆钉被用来制造更便宜的剪刀。可调节螺钉用于更昂贵的剪刀。
- 12 调整剪刀以确保。确保两个刀片能够正常工作。它们可能被涂漆或镀上镍或铬以防止生锈。检查剪刀是否有缺陷,润滑螺钉或铆钉,并包裹剪刀以运送给消费者。
质量控制
剪刀质量控制的最重要方面是两个刀片的正确对齐。为使剪刀顺利剪下,刀片必须仅在两点相交。这两个点是旋转点(铆钉或螺钉连接刀片的点)和切割点。当剪刀闭合时,切割点从刚好超出旋转接头移动到尖端。通过在制造过程中使叶片彼此远离的轻微水平和垂直曲线,可以防止叶片在任何其他点相遇。
为了确保刀片正确相遇,必须在正确位置的千分之一英寸(约四分之四毫米)内钻孔。目视检查刀片的位置以查看刀片是否均匀相遇。如果不是,一个刀片的一部分将与另一个重叠。这种缺陷被称为机翼。还检查吸头以确保它们均匀地相遇,它们之间没有间隙或任何重叠。
因为即使是无光泽的剪刀也能充分剪纸,所以质量剪刀要在坚韧的合成纤维织物上进行测试。通过确保刀片切割织物而不是撕裂织物来测试锐度。通过切割多层织物来测试强度。在切割过程中,刀片应该以恒定的压力聚集在一起。
消费者有责任保持剪刀的质量。剪刀只能用于剪裁它们设计的材料。应定期给它们上油和磨锐,并根据需要调整螺钉。剪刀应存放在关闭位置。将剪刀置于打开位置是导致刀片变钝的最常见原因。
未来
尽管剪刀数百年来一直保持标准形式,但最近的创新可能会改变这种普通家用工具的外观。已经设计了使用圆形滚动刀片的剪刀。由氧化锆制成的陶瓷已被用于制造刀片非常坚固、防锈且无需磨刀的剪刀。
制造工艺