

皮划艇
背景
皮划艇已成为享受体育和休闲划船活动的越来越受欢迎的方式。皮划艇类似于独木舟,因为两者都是长而窄的轻型桨船,两端尖。像独木舟一样,皮划艇也有一个船体,它是船的空心底壳。然而,有几个特征将皮划艇与独木舟区分开来。皮划艇是排水船,这意味着它们漂浮在水面以下,迫使水在移动时被推到一边。另一方面,独木舟漂浮在水面上。由于皮划艇位于水中较低的位置,因此需要一个甲板。甲板是皮艇顶部的半封闭覆盖物。甲板的目的是防止波浪冲刷船的边缘并使船体充满水。驾驶舱是位于甲板中央的开口,皮划艇运动员就坐在那里。驾驶舱周围有一个凸起的边缘,称为围板。皮划艇的其他功能包括内部支架和舱壁、内部漂浮装置,以及连接在每一端用于拖曳和系泊的称为抓环的绳索。一些皮划艇包括弹性带或弹力绳 s 穿过甲板,用于携带轻型设备。其他皮划艇具有防水舱口,可以进入前后隔间以进行额外存储。一些海上皮划艇的舵由脚踏板控制以辅助转向。
皮划艇是同时锻炼和放松的绝佳方式。一个人坐在皮划艇上,双腿向前伸入空心船体。双叶桨 用于推进。皮划艇运动员通过左右划桨将他们的工艺品拉过水面。皮划艇运动员穿着救生衣 有时还有防护头盔。也可以穿防水喷雾裙。防溅裙安装在皮划艇运动员的上部躯干周围,并连接到驾驶舱开口周围的甲板上,以防止在波涛汹涌的水中航行时水溅入驾驶舱。
皮划艇最常见的两种用途是赛艇和休闲划船。竞赛皮划艇专为在急流上的速度和机动而设计,而休闲皮划艇则专为在海洋和湖泊上提供舒适性和更远距离的划桨而设计。其他设计特点将赛车与休闲皮划艇区分开来。例如,赛车船体窄且呈 V 形,而休闲船体则更圆润。赛车的座位区数量通常不超过两个,而最多可提供四个座位用于娱乐目的。长度、宽度和重量也会有所不同。赛车模型的长度往往更短,长度为 11-13 英尺(3-4 m),并且比休闲模型轻得多。一些高度专业化的竞赛皮划艇重量不到 25 磅(11 公斤)。典型的休闲模型长 13-20 英尺(4-6 米),重达 75 磅(34 公斤)。大多数设计的宽度不超过 35 英寸(89 厘米)。
历史
几个世纪以来,皮划艇的设计和制造经历了许多阶段,从用于生存的原始手工工艺品到批量生产的运动船。考古证据表明,至少 2000 年前,爱斯基摩人使用皮划艇进行运输、狩猎和 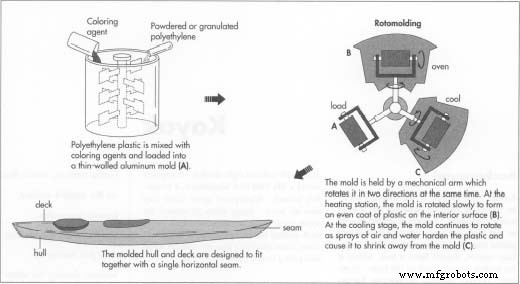 钓鱼。爱斯基摩皮划艇通常重约 26 磅(12 公斤),长 18-20 英尺(5.5-6 米),宽 20 英寸(51 厘米)。爱斯基摩人用海豹筋或内脏将骨头或浮木捆绑成框架。海豹或驯鹿皮被剥去毛发,绑在一起,浸泡在水中,然后紧紧地覆盖在框架上。皮肤干燥时绷紧了。接缝用煮沸的海豹油或驯鹿脂肪防水。天然材料的可用性、形状和大小等限制并未妨碍爱斯基摩皮划艇的优雅和耐用。现代皮艇设计师和制造商感谢这些早期的工程师,因为皮艇作为一种低矮的有盖船的概念以及使船如此适航的特定功能。
钓鱼。爱斯基摩皮划艇通常重约 26 磅(12 公斤),长 18-20 英尺(5.5-6 米),宽 20 英寸(51 厘米)。爱斯基摩人用海豹筋或内脏将骨头或浮木捆绑成框架。海豹或驯鹿皮被剥去毛发,绑在一起,浸泡在水中,然后紧紧地覆盖在框架上。皮肤干燥时绷紧了。接缝用煮沸的海豹油或驯鹿脂肪防水。天然材料的可用性、形状和大小等限制并未妨碍爱斯基摩皮划艇的优雅和耐用。现代皮艇设计师和制造商感谢这些早期的工程师,因为皮艇作为一种低矮的有盖船的概念以及使船如此适航的特定功能。
公元 900,皮划艇在欧洲被使用。框架和覆盖物的新设计满足了在陆地上轻松运输皮划艇的需要。其中一个设计是革命性的可折叠皮划艇模型,称为折叠船,于 1800 年代在德国发明。折叠船使用橡胶帆布外层拉伸在折叠管状框架上。折叠船可以拆卸并放入两个手提箱中携带。
最近,皮划艇的主要用途已经从狩猎和运输转变为休闲和竞技运动。 1800 年代后期开始在河流和湖泊上划皮划艇休闲。 1950 年代和 1960 年代,珀西·布兰福德 (Percy Blanfold) 设计并建造了数以千计的帆布覆盖的胶合板和木材皮划艇,海上皮划艇运动得到了广泛普及。皮划艇作为一项竞技运动于 1936 年在德国夏季奥运会期间开始,并从那时起获得了国际吸引力。
现代皮划艇由带盖的木框架或玻璃纤维壳制成 或塑料。木制皮划艇最类似于古老的爱斯基摩人的肋骨和交叉框架结构。它们被认为是经典设计,可以在很短的时间内从头开始构建或组装成套件。框架使用耐用的海洋或外部级胶合板。防水胶和机械紧固件连接木件。铜钉或不锈钢钉用于将棉帆布或棉鸭织物固定到框架上。这些覆盖物用飞机涂料或外墙涂料处理和整理,以防水和加强织物。
在 1950 年代,玻璃纤维增强树脂 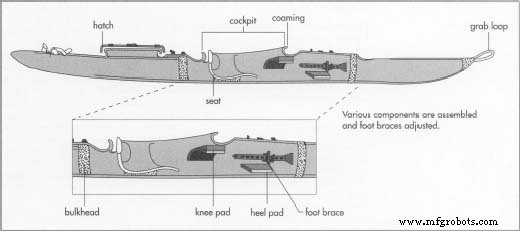 允许一种不需要框架的皮划艇建造方法。皮划艇的形状改为模制。这种方法需要两个模具:形状像皮艇船体的底部模具和形状像甲板的上部模具。模具用脱模剂保护以确保零件不会粘附在模具上。使用称为手糊的分层工艺,建造者将浸透树脂的布覆盖在模具上以形成船体和甲板部件。一旦树脂硬化,船部件就会沿着甲板与船体相接的舷缘夹在一起。玻璃纤维胶带被用来密封这个接缝,里里外外。
允许一种不需要框架的皮划艇建造方法。皮划艇的形状改为模制。这种方法需要两个模具:形状像皮艇船体的底部模具和形状像甲板的上部模具。模具用脱模剂保护以确保零件不会粘附在模具上。使用称为手糊的分层工艺,建造者将浸透树脂的布覆盖在模具上以形成船体和甲板部件。一旦树脂硬化,船部件就会沿着甲板与船体相接的舷缘夹在一起。玻璃纤维胶带被用来密封这个接缝,里里外外。
聚乙烯和再生塑料的使用在 1980 年代初再次彻底改变了皮划艇的建造。下面介绍这一最新进展的原材料和制造工艺。
原材料
皮划艇外壳可以由再生塑料制成的想法对许多具有环保意识的划船者非常有吸引力。塑料皮划艇的主要成分是聚乙烯。聚乙烯是一种坚韧的蜡质材料,不受水和许多化学品的影响。可反复加热软化,冷却硬化。这些特性使其非常适合制造皮划艇。现在,从塑料饮料瓶中回收的足够的聚乙烯具有足够的耐用性和强度,可用于制造皮划艇。
聚乙烯也用于制作皮划艇的座椅。皮划艇运动员的臀部、膝盖和脚后跟的漂浮装置、隔板和衬垫通常由闭孔泡沫制成,如 Ethafoam。方向舵踏板或脚撑通常由轻质、耐腐蚀的金属(如铝)制成,方向舵本身也是如此。抓环可以是带有塑料或木制肘节或手柄的尼龙绳。
制造
过程
聚乙烯皮划艇的主体是一个长的、厚度均匀的空心壳,通过称为滚塑的工艺制成。外壳制成后,座椅和其他组件在手动组装过程中添加。外壳可以一体成型,也可以由两个分开的部件制成,然后再连接起来。旋转成型需要相当圆润的轮廓,因此一体式外壳在表面之间不能有尖锐的交叉点。如果设计需要更清晰的交叉点——例如在船体和甲板之间——则使用两件式外壳。此处描述了制作两件式外壳的过程。
加载模具
- 1 将定量的粉末状或颗粒状聚乙烯塑料与着色剂混合,然后将准确数量装入船体或甲板的两件式薄壁铝制模具的底部。然后关闭模具,将两半紧紧固定。
塑造船体或甲板
- 2 模具由机械臂夹持,可同时向两个方向旋转模具。手臂还可以将模具从一个加工站移动或索引到另一个加工站。模具装载后,它被移动到加热站,在那里烤箱将其加热到 480-840°F(250-450°C)。随着来自模具的热量熔化塑料,模具在两个方向上缓慢旋转。重力使熔化的塑料流向旋转模具的前后和两侧,最终用均匀厚实的塑料表皮覆盖整个表面。继续加热然后将塑料融合成一个固体层,将其自身附着在模具上。
- 3 接下来将模具定位到冷却室。通过继续旋转模具并用小心定向的空气和水喷雾逐渐冷却,皮艇船体或甲板进一步硬化并从模具收缩。可能需要重复加热和冷却循环以正确形成皮划艇。最后冷却后,船体或甲板从模具中取出。
组装外壳
- 4 船体和甲板的设计使其在沿船长水平延伸的单个接缝处装配在一起。仔细密封确保外壳作为一个单一的结构单元。密封后,可以添加装饰条以隐藏接缝。在某些设计中,龙骨加强筋沿外壳的长度粘合以增加强度。
总装
- 5 个闭孔泡沫浮选辅助装置插入皮划艇的每一端,并用粘合剂固定到位。一些皮划艇使用充气浮选袋代替。如果船只倾覆,这些漂浮辅助设备可以保持皮划艇水平并漂浮在水面上。如果皮划艇设计使用隔板,那么这些部件将被粘合到位并用聚氨酯密封剂密封。座椅要么悬挂在固定在侧面的带子上,要么由粘合在船体底部内侧的一块泡沫塑料支撑。可调节的脚撑或方向舵踏板使用非腐蚀性金属紧固件连接到外壳内部,驾驶舱前方。舱口盖在安装到位之前安装了防水垫圈,并安装了抓环。最后,将排放塞插入外壳的模制孔中。
运输
- 6 Kayaks 相对较大,但重量较轻。保护外壳免受磨损的包装比提供强大的支撑更重要。准备运输皮划艇的传统方法包括用塑料收缩包装或将皮划艇放在纸板箱中。一种环境敏感的方法是使用厚重的、像防水布一样的布袋。
质量控制
旋转成型皮划艇的大多数质量控制检查都在成型过程中进行。保持适当的转速和烘箱温度对于生产厚度均匀的外壳至关重要。在冷却过程中需要小心,以避免外壳翘曲。加热和冷却循环的持续时间以及这些阶段之间的间隔也必须精确控制。
未来
皮划艇作为一项休闲和竞技运动继续发展。竞技皮划艇的性能提升将取决于新设计和施工方法的现代技术,并可能导致使用新材料。同时,许多皮划艇爱好者会要求这些材料对环境无害,例如再生塑料。
制造工艺