

桨
背景
桨是手动移动和引导小船的工具。桨由一根轴组成,轴的一端或两端有一个宽阔的平面,称为叶片。刀片与轴相连或逐渐变细的区域称为喉部。桨与桨的不同之处在于它们的使用没有桨锁,桨锁是将桨夹在船上的附件。桨用于推动和操纵独木舟或皮划艇 通过沿着船的两侧对水拉动或推动桨叶。为了向前运动,桨手将桨叶放入水中并将轴拉向后部,首先沿着一侧,然后沿着另一侧。控制方向和操纵船是通过在船的一侧反复或强烈地划桨或通过改变基本的线性划水模式来实现的。
桨轴的形状和直径可以变化。直径为 1-1.25 英寸(2.5-3.2 厘米)的圆形横截面是典型的,但也使用椭圆形。一些设计从杆身中点处的完全圆形到喉部处的椭圆形逐渐变细。其他轴在其整个长度上都是椭圆形的。杆身设计可以包括靠近桨喉部的弯曲,以增加每次击球的力量。保护和缓冲桨手的手的材料通常覆盖杆身的一部分。
桨叶的大小和形状取决于其预期用途和桨手的强度。典型的桨叶从喉部到尖端有 8 英寸(20 厘米)宽和 18 英寸(46 厘米)长。最佳桨叶尺寸取决于单个桨手的肩部力量。被称为“比萨型”刀片的圆形刀片就是一个例子。比萨刀片宽 12-14 英寸(30-36 厘米),从喉咙到尖端的距离相同。它们用于比赛,需要强壮的桨手才能发挥最大效率,因为它们较大的区域每次划水都会推动更多的水。合适的桨叶尺寸对于休闲桨手来说也很重要,因为桨叶太小会导致强壮的桨手浪费能量并造成不必要的疲劳。桨叶的形状也会影响桨手的表现。用于推动水的刀片一侧称为动力侧。一些刀片的动力侧是勺形的,用来舀水。这增加了桨在水中移动时的阻力,从而增加了桨手划水的效果。
桨可以是单桨或双桨。单叶桨在轴的一端有一个刀片,在另一端有一个把手。握把可以是 T 形、喇叭形以形成三角形,或具有简单的圆形末端。独木舟桨手使用通常长约 4-5 英尺(1.2-1.5 m)的单叶桨。当他们在独木舟的左侧和右侧交替划水时,他们将握住桨的喉咙并从一只手抓到另一只手。相比之下,皮划艇运动员使用约 7-9 英尺(2-2.7 m)长的双桨桨。这使皮划艇运动员可以交替左右划水,而无需改变他们对桨的抓地力。双叶桨通常在杆身的中点有一个抓握区。它们还可以具有椭圆形轴,叶片彼此成直角。据说这种设计有羽状刀片。羽毛桨与传统定向桨相比的优势在于,桨叶之间的角度允许桨手将一个桨拉过水,而另一桨在空气中水平切片。这减少了叶片上的空气阻力,提高了桨手的效率。轴的椭圆形状让桨手知道桨叶的方向。
历史
古代桨主要由木头制成,大多数标本已经解体。然而,一些古老的桨被发现具有诸如在桨尖上的象牙配件以防止分裂和损坏的特征。美洲原住民将划桨作为一种更快的推进方式,作为一种比使用长的无刃的杆子通过将杆子插入河床来推动他们的船只通过水面的推进方式。
北极地区和格陵兰的原住民使用单叶和双叶桨。原始单叶片桨长约 63 英寸(160 厘米),叶片宽约 5 英寸(13 厘米)。这些桨用于更大和更深的船,在那里很难使用双叶桨。单叶桨在偷偷靠近海洋哺乳动物时特别有用,它们会在听到最轻微的噪音时潜水。猎人将手中的桨远离游戏,允许猎人将武器握在离游戏最近的手中。用于较窄、较小的船只的双桨桨具有非常窄的桨叶,通常约 3 英寸(7.6 厘米)宽,而轴则更长,通常约 94 英寸(239 厘米)长。叶片通常位于同一平面内的轴上。这些原始的双叶桨中有一些具有凸形桨叶。
今天,许多人认为木桨是最美观的。木桨相对较轻,约 2.5-3.5 磅(1.1-1.6 公斤)。轴可以由直径为 1.25 英寸(3.2 厘米)的杆制成,也可以通过将软木外层的两半与硬木中心拼接在一起来定制。分开的两半用围巾接头固定在中间,这种连接技术将两部分开槽,使它们重叠成一个连续的部分。硬木中心延伸到刀片中作为加强件,并提供一种将刀片牢固地连接到轴的方法。木刀片是通过用胶水或树脂将薄木片分层和粘合在一起构成的。刀片可以面对更有吸引力的木饰面。金属帽或玻璃纤维 安装在刀片的尖端以防止磨损。木桨也可以用玻璃纤维和环氧树脂完成,以提高耐用性。
原材料
桨由多种材料制成。木材、玻璃纤维、铝和塑料可以单独使用或与其他材料结合使用来制作整个桨。
下面描述的制造过程适用于带有软木填充或泡沫填充回火铝轴与塑料叶片和把手的组合的桨。不同厚度的空心铝管用作桨轴的结构部分。管材是从制造商以外的来源购买的长件。软木或泡沫材料用于填充空心管以防止水渗入并帮助桨漂浮。这些也是从外部来源购买的。软木可以以销钉形式或作为塞子购买。在制造商的商店购买热塑性粉末和彩色颜料用于制造刀片和把手。塑料管或其他材料将包裹在轴上,以提高舒适度并保护桨手的手免受裸铝的伤害,并防止腐蚀。
制造
过程
下面的桨制造过程是流水线操作。它可用于制造多种类型的桨。它结合了定制件、库存材料的改动和组装。
成型刀片和把手
- 1 刀片和把手采用称为注塑成型的标准制造工艺制成。该过程所需的材料是粒状或粉状热塑性塑料和彩色颜料,它们混合在一起。注塑成型是将原料通过注塑机顶部的料斗漏斗的过程
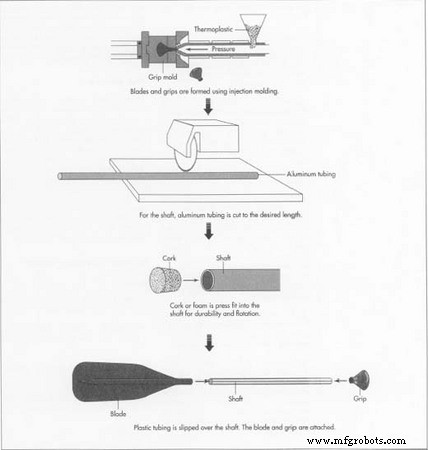 机器放入加热的桶中,混合并软化它们。然后,软化的材料被可伸缩的螺杆或柱塞强制或注射通过机筒进入相对冷的模腔中以进行硬化。在桨叶制造中,模腔的形状类似于叶片或手柄。一旦刀片或手柄完全固化,可拆卸的模腔就会打开,从而释放成型的塑料件。注射成型过程可以连续运行,因为当型腔中的零件变硬时,螺杆可以缩回以用新鲜的原材料填充机筒。
机器放入加热的桶中,混合并软化它们。然后,软化的材料被可伸缩的螺杆或柱塞强制或注射通过机筒进入相对冷的模腔中以进行硬化。在桨叶制造中,模腔的形状类似于叶片或手柄。一旦刀片或手柄完全固化,可拆卸的模腔就会打开,从而释放成型的塑料件。注射成型过程可以连续运行,因为当型腔中的零件变硬时,螺杆可以缩回以用新鲜的原材料填充机筒。 - 2 必须检查刀片和把手是否有毛边。溢料是渗入模腔接缝并硬化的多余塑料。用手清洁刀片和把手,以去除多余的塑料并平滑边缘。
切割轴
- 3 使用台锯将铝管切割成一定长度。用于覆盖轴的塑料管或其他保护材料也可以通过这种方法切割。
- 4 一旦轴被切割成合适的尺寸,软木塞或泡沫就可以压入轴中。压配合是一种方法的名称,该方法使用将两个部件压在一起而产生的粘合紧密度来将部件连接在一起。手工修剪多余的软木或泡沫。
组装
- 5 组装的确切顺序可能会有所不同。在典型的操作中,塑料管或其他保护材料在铝轴上滑动。塑料管用热风枪加热,使其紧缩在轴上。在某些组装操作中,把手在塑料管之前被推到铝轴上。在这种情况下,塑料管会在握把的颈部收缩,因此也将握把固定到杆身上。
- 6 桨的颈部压配合在桨喉处的塑料覆盖轴上。这有助于防止刀片松动并在轴上旋转。
- 7 在另一种变体中,手柄和刀片的形状使得它们被机器推入塑料覆盖的铝管的末端。液压或气动压力机将铝管的末端挤压并稍微变形到刀片或手柄的颈部,以牢固地固定塑料件。
包装
- 8 桨完全组装好后,将其包裹在透明塑料袋中。然后将桨装在瓦楞纸箱中,每箱约 30 个,以便运送给分销商。
副产品/废物
上述过程的主要副产品是切割轴产生的铝屑和形成刀片和手柄的塑料屑和刨花。塑料可以熔化并重新用于其他注塑成型产品。铝的回收方式类似于铝饮料的回收 罐头。
未来
最近的研究导致了由各种材料制成的重量更轻的桨。例如,奥林匹克皮划艇运动员 Greg Barton 研究了轻质复合皮划艇桨的设计、构造和测试。他的新桨的重量不到当今最好的木桨重量的一半。加州大学利弗莫尔实验室的其他研究开发了一种仪器,旨在即时测量团队划艇运动员的功率输出和同步性,以及心率等生理参数。这种仪器可能会导致桨的设计和制造的改进。
制造工艺