

望远镜
背景
望远镜是一种用来形成远处物体图像的装置。最熟悉的一种望远镜是光学望远镜,它使用一系列透镜或曲面镜来聚焦可见光。使用透镜的光学望远镜称为折射望远镜或折射镜;使用镜子的一种称为反射望远镜或反射器。除了光学望远镜,天文学家还使用聚焦无线电波、X 射线和其他形式的电磁辐射的望远镜。望远镜的大小和复杂程度各不相同,从由纸板管制成的自制望远镜到绵延数英里的房屋大小的射电望远镜阵列。
已知最早的望远镜是由荷兰眼镜制造商汉斯·利珀希 (Hans Lippershey) 于 1608 年制造的折射镜,当时他不小心通过两个相距一定距离的不同镜片观察物体。他称他的发明为 kijker, 荷兰语中的“looker”,旨在用于军事用途。 1609 年,意大利科学家伽利略·伽利莱建造了自己的望远镜,并且是第一个使用它们进行天文观测的人。这些早期的望远镜由设置在空心 铅 内的两个玻璃透镜组成 管并且相当小;伽利略最大的仪器长约 47 英寸(120 厘米),直径约 2 英寸(5 厘米)。 1600 年代,德国的约翰内斯·开普勒和荷兰的克里斯蒂安·惠更斯等天文学家建造了更大、更强大的望远镜。很快,这些望远镜变得太大而无法用手轻松控制,并且需要永久安装。有些长度超过 197 英尺(60 m)。
建造巨大望远镜的能力超过了玻璃制造商为其制造合适镜头的能力。特别是,色差(镜头将每种颜色的光聚焦在不同点的趋势,导致图像模糊)引起的问题对于非常大的望远镜来说变得很严重。当时的科学家不知道用透镜来避免这个问题,所以他们用曲面镜设计了望远镜。
1663年,苏格兰数学家詹姆斯·格雷戈里设计了第一台反射望远镜。 1668 年英国科学家艾萨克牛顿和 1672 年法国科学家 N. Cassegrain 分别发明了反射器的替代设计。这三种设计至今仍在使用。在 1600 年代,没有像今天制作镜子那样在玻璃上镀一层薄反射膜的好方法,因此这些早期的反射器使用由抛光金属制成的镜子。牛顿使用铜、锡和砷的混合物制成的镜子只能反射它所接收到的光的 16%;今天的镜子反射了几乎 100% 的光线。
早在 1730 年就知道可以通过用两种不同玻璃制成的两个形状合适的透镜替换望远镜的主透镜来最小化色差,但直到 1800 年代初,玻璃制造科学才得以发展足以使这项技术实用。到 19 世纪末,建造了直径达一米的透镜的折射望远镜,这些折射望远镜仍然是在用的最大折射望远镜。
反射镜在 20 世纪再次主导折射镜,当时开发了建造非常大、非常精确的镜子的技术。世界上最大的光学望远镜都是反射镜,反射镜的直径可达 19 英尺(6 m)。
原材料
望远镜由光学系统(透镜和/或反射镜)和硬件组件组成,用于将光学系统固定到位并允许对其进行操纵和聚焦。镜片必须由光学玻璃制成,这是一种比普通玻璃更纯净、更均匀的特殊玻璃。用于制造光学玻璃的最重要原材料是二氧化硅,其杂质含量不得超过百分之一(0.1%)。
光学眼镜一般分为皇冠眼镜和火石眼镜。皇冠玻璃含有不同量的氧化硼、氧化钠、氧化钾、氧化钡和氧化锌。火石玻璃含有氧化铅。望远镜镜片上的抗反射涂层通常由氟化镁组成。
望远镜镜可由玻璃制成,其纯度略低于用于制造透镜的玻璃,因为光线不能穿过它。通常使用坚固的耐高温玻璃,例如 Pyrex。 Pyrex 是由二氧化硅、氧化硼和氧化铝组成的玻璃的品牌名称。望远镜反射镜的反射涂层通常由铝制成,反射涂层顶部的保护涂层通常由二氧化硅组成。
与光学系统直接相关的硬件组件通常由钢或钢和锌制成 合金。不太重要的部件可以由轻质、廉价的材料制成,例如铝或丙烯腈-丁二烯-苯乙烯塑料,通常称为 ABS。
制造
过程
制作硬件组件
- 1 金属硬件组件是使用标准金属加工机器(例如车床和钻床)制造的。
- 2 由 ABS 塑料制成的部件(通常是望远镜的外部主体)是使用一种称为注塑成型的技术生产的。在这个过程中,塑料被熔化并在压力下被压入最终产品形状的模具中。让塑料冷却回固体,然后打开模具以取出组件。
制作光学玻璃
- 3 玻璃制造商将适当的原材料与与要制造的玻璃相同类型的废玻璃混合。这种被称为碎玻璃的废玻璃充当助熔剂;也就是说,它使原材料在比没有它时更低的温度下一起反应。
- 4 该混合物在玻璃熔炉中加热直至熔化成液体。形成熔融玻璃所需的温度因所制造玻璃的类型而异,但通常约为 2550°F (1400°C)。
- 5 将熔融玻璃的温度升至约 2820°F (1550°C) 以迫使气泡浮出表面。然后让它在不断搅拌的同时冷却,直到它达到大约 1830°F (1000°C),此时它是一种非常粘稠的流体。将这种粘稠的熔融玻璃倒入与所需镜片形状大致相同的模具中。
- 6 玻璃冷却至约 570°F (300°C) 后,必须将其重新加热至约 1020°F (550°C) 以消除在初始冷却期间形成并削弱玻璃的内应力.然后使其缓慢冷却至室温。这个过程称为退火。最终形成的透镜状玻璃块被称为坯料。
制作镜片
坯料由望远镜制造商分三步进行加工:切割、研磨和抛光。在应用反射涂层之前,镜子的形成方式与透镜完全相同。
- 7 首先是带有圆形金刚石刀片的高速旋转圆柱形刀具,
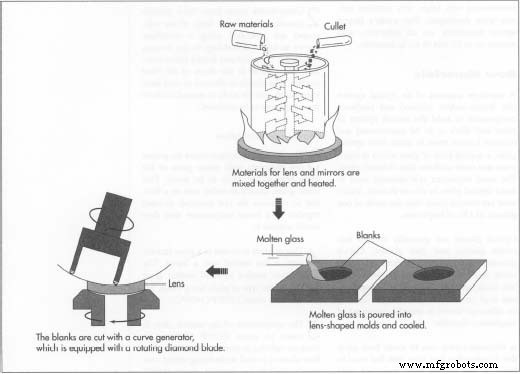 被称为曲线生成器,可对镜头表面进行刮削,直到获得所需曲线的近似值。用球度计检查切割后的镜片以检查曲率,并在必要时重新切割。切割所需的时间因切割的玻璃类型和成型的镜片种类而异。一个镜片可能需要多次切割,每次切割可能需要几分钟到半小时以上。
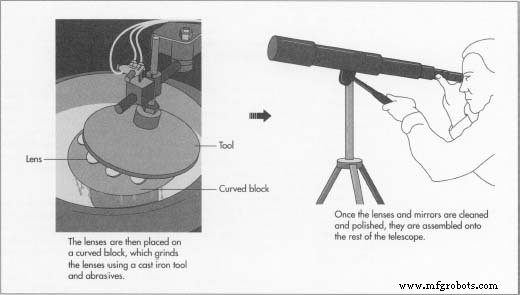
被称为曲线生成器,可对镜头表面进行刮削,直到获得所需曲线的近似值。用球度计检查切割后的镜片以检查曲率,并在必要时重新切割。切割所需的时间因切割的玻璃类型和成型的镜片种类而异。一个镜片可能需要多次切割,每次切割可能需要几分钟到半小时以上。 - 8 将几个切割坯料放置在一个弯曲块上,使其表面对齐,就好像它们都是一个大球面曲线的一部分。这是必要的,以便研磨机可以以相同的方式研磨它们。被称为工具的铸铁磨削面被压在它们上面。在磨削过程中,镜片块会旋转,而工具可以在它上面随意随意移动。在工具和块之间流动含有水的浆液、用于研磨的磨料(通常是碳化硅)、防止镜片因过热而损坏的冷却剂以及防止磨料沉淀的表面活性剂。块旋转的速度、施加在镜片上的力、浆料的确切含量以及其他变量由经验丰富的配镜师控制,以生产所需的确切类型的镜片。每个镜片都再次用球度计检查并在必要时重新研磨。整个研磨过程可能需要一小时到八小时不等。研磨过的镜片被清洁并移至抛光室。
- 9 抛光机类似于研磨机,但该工具由沥青制成——一种从煤焦油或木焦油中提取的厚实、柔软的树脂物质。沥青工具的制作方法是将胶带绕在弯曲的盘子周围,倒入热的液态沥青和其他成分(如蜂蜡和珠宝商的胭脂),然后让它
 凉回实体。一个俯仰工具可以抛光大约 50 个镜片,然后才能重新成型。抛光以与研磨相同的方式进行,但浆液中含有一种非常细的粉红色粉末形式的抛光物质,通常是二氧化铈,而不是磨料。如有必要,对抛光的镜片进行光学检查和重新抛光。抛光过程可能需要半小时到四五个小时不等。镜片已清洁并准备好进行镀膜。
凉回实体。一个俯仰工具可以抛光大约 50 个镜片,然后才能重新成型。抛光以与研磨相同的方式进行,但浆液中含有一种非常细的粉红色粉末形式的抛光物质,通常是二氧化铈,而不是磨料。如有必要,对抛光的镜片进行光学检查和重新抛光。抛光过程可能需要半小时到四五个小时不等。镜片已清洁并准备好进行镀膜。
涂装
- 10 要将透镜制成镜子,需要使用非常薄且非常光滑的铝涂层。铝在真空中加热形成蒸气。镜片表面带有负静电荷,因此带正电的铝离子被吸引到镜片表面。遵循类似的程序来施加二氧化硅涂层以保护镜子的脆弱表面或将氟化镁抗反射涂层施加到镜片表面。成品镜片或镜子经过检查,标上制造日期和序列号,并在需要时储存。
组装和运输望远镜
- 11 制造特定型号望远镜所需的硬件组件、镜头和反射镜在装配线过程中由手工组装而成。完成的望远镜用紧密贴合的发泡聚苯乙烯泡沫包装,以保护它在运输过程中免受损坏。望远镜被包装在一个纸板箱中并运送给零售商或消费者。
质量控制
光学望远镜质量控制的最关键方面是透镜和反射镜的精度。在切割和研磨阶段,镜片的物理尺寸被非常仔细地测量。镜片的厚度和直径是用游标卡尺测量的,游标卡尺是一种看起来像活动扳手的仪器。卡钳的外部固定夹爪紧靠镜片的一侧,内部滑动夹爪轻轻移动,直到它与镜片的另一侧相遇。在经典的游标卡尺中,镜片的尺寸是通过一个与内钳口一起移动的刻度尺来非常准确地读取的,该刻度尺与固定在外钳口上的一个固定刻度进行比较。这种卡尺的工作原理很像计算尺。也有该仪器的电子版本,其中测量的尺寸自动显示在数字显示器上。
镜片的曲率是用球面计测量的,球面计是一种类似于怀表的装置,其底部有三个小针脚。外侧的两个销钉固定到位,而内侧的销钉可以自由进出。将球度计轻轻放在镜片表面。根据曲线的类型,中间的销将高于其他两个销或低于其他两个销。内销的运动会在球度计表面的校准刻度盘上移动指针。该值与针对所需曲率应获得的标准值进行比较。
公差因制造的镜头类型而异,但典型的可接受偏差可能是正负 0.0008 英寸(20 微米)。对于平面透镜,通常是注定要成为平面镜的,公差要小得多,通常约为正负 0.00004 英寸(1.0 微米)。
在抛光阶段,这些仪器不够准确,无法确保镜片正常工作。必须使用光学测试来测量光线受镜头影响的方式。一种常见的测试称为自准直测试。镜头放置在暗室中,并用低强度的针状光源照亮。衍射光栅(每英寸包含数千个微观平行凹槽的表面)放置在透镜应聚焦光线的点上。光栅导致在焦点前后形成暗线和亮线的干涉图案。因此,可以精确地找到真正的焦点,并将其与所需镜片类型的理论焦点进行比较。
为了测试平面镜片,将已知为平面的镜片面朝下放置在要测试的镜片上,镜片搁在一块黑色毛毡上。当施加轻微的压力时,两个透镜之间的微小间隙会导致出现干涉图案。亮线和暗线被称为牛顿环。如果被测试的镜片是平的,那么线条应该是笔直且规则的。如果镜片不平整,线条就会弯曲。
未来
多年来,用于生产优质镜头和反射镜的技术已被很好地理解,并且该领域不太可能出现重大创新。积极研究的领域之一是涂层技术。可能会开发新的涂层物质,为镜子提供更好的保护,并更好地防止镜片因反射而损失光。
一个更引人注目的进步领域是伴随望远镜的电子配件。业余天文学家很快将能够获得带有内置计算机制导系统的望远镜,这将使他们能够自动将望远镜对准选定的天体,并在夜间进行跟踪。他们还可以在望远镜上安装摄像机,拍摄月食和行星和卫星运动等天文现象。
制造工艺